焊机线圈短路后的修理和重绕是一项技术性较强的工作。焊机线圈通常用扁铜线制成,它的绝缘结构与普通变压器低压线圈类似,但由于它的线径较粗,线圈结构较特殊,也有一些特殊的要求,为此,对焊机线圈的修理和绕制工艺作一介绍。
短路线圈的修理
焊机线圈一般采用饼式平绕的结构,如图1所不。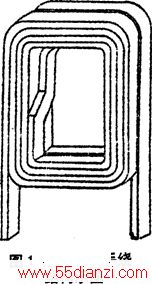
如果发现焊机冒烟,可判定是它的绝缘烧毁。这一般是由匝间短路造成,应拆下焊机外壳,检查短路点。由于交流弧焊机匝数较少,导线较粗,短路点一般较易发现。找到短路点后,把短路的线圈与其他线圈分开,必要时用低电压大电流对故障线圈加热,待绝缘软化后,把短路点与相邻的导线撬开一些,然后用黄蜡绸或其他绝缘物质对短路点进行包扎即可。
如果用上述方法不能消除短路点,则必须重绕线圈。
由图1可知,焊机绕组有两层叠放,要求它的进出线在线圈的两侧外圈,这种线圈不能在绕线模上一次绕制成形,必须按照以下工艺步骤绕制。
1.记录旧参数对拆下的旧线圈,要记录总匝数、导线截面、线饼的圈数、每圈尺寸、抽头位置、采用的绝缘材料及尺寸,并测出线圈的直流电阻。
2.制造绕线模按旧线圈的尺寸制作绕线模。绕线模的尺寸尽量要准确,直径不能太大,防止绕好的线圈按装上之后与铁芯之间有松动现象,也要防止线圈轴向尺寸太大而装不上铁芯。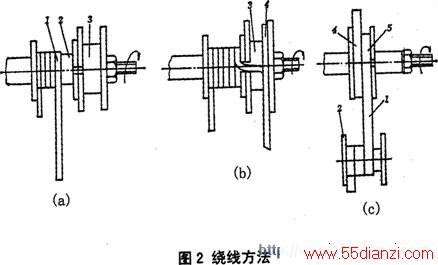
3.绕第一层线饼如图2(a),把绕线模3和线轴2一齐夹在绕线机的轴上,并把新导线的一半预绕在线轴2上,而另一半导线按图2(b)的方法在绕线模3上绕制出第一层线饼4,然后用线绳扎紧导线,以防导线松脱。
4.绕第二层线饼从绕线机轴上一同取下线轴和绕线模,然后把绕线模翻转180度,重新套入绕线机轴夹紧,如图2(c),而线轴2不再套入绕线机轴上。
按图2(c)的布置,让绕线机轴旋转,线轴2放线,从而在绕线模上绕制出第二个线饼,与第一个线饼并列。
线圈的整个绕制过程中,应注意在层间、匝间、线饼之间要采用与旧线圈相同的绝缘,若旧线圈在层问或匝间留有风道,也应按原样留出。线圈的线头、线尾、抽头的扎紧及固定方法也应按旧线圈的方法进行。
5.测量线圈的直流电阻线圈绕制好之后,应测量其直流电阻。测量的结果与旧线圈比较,误差应小于5%。
6.浸漆交流弧焊机线圈的浸漆,可采用普通变压器线圈浸漆那样的工艺。在现场修理,条件不具备时,也可把绕好的线圈先装入铁芯,通入低压、大电流加热至60℃~70℃,浇漆;再通电加热至70℃~80℃,维持4 h,再浇一次漆;通电烘干。烘干后,漆膜应均匀,无皱纹与漆瘤,不粘手。
7.装配和焊接把绕制好的线圈按原样装回焊机,即可进行焊接。
焊机绕组导线较粗,一般采用铜焊。可采用气焊枪或低压电源通过碳电极进行加热。把需焊接头加热至600℃~700℃(呈暗红色),即可加入焊剂和焊料,完成焊接。
焊后包扎好接头绝缘就完成了修理。
对重绕线圈的焊机一般应作以下试验:
1.检查绝缘电阻对重绕后的新线圈,一次线圈对外壳或一、二次线圈间的绝缘电阻用兆欧表测试,不应小于1 MΩ:二次线圈对外壳的绝缘电阻不能低于O.5 M Ω。
2.线圈的空载试验空载试验的条件是:一次侧加额定电压,二次侧开路,这时,焊机的空载电压不应大于该调节位置额定电压的lO%,同时,在整个电压调节范围内,焊机二次侧空载电压均不超过80 V。
3.线圈的负载实验负载试验的做法是:一次侧加额定电压,二次侧进行焊接,测取焊接电流和二次侧工作电压。合格的焊机,焊接电流应能在最小与最大调节范围内变化。焊机的实际最小焊接电流不应大于它的额定最小焊接电流的25%;而实际最大焊接电流不应小于焊机额定最大焊接电流的120%。至于焊接时二次侧工作电压,应与下式计算结果基本符合:
当I≥600 A时,U:44(V)当I<600 A时,U=20+O.04I(V)式中U为二次侧工作电压;I为二次焊接电流。
4.线圈的耐压实验耐压试验在线圈与机壳之间进行。在各线圈与铁芯间加规定电压,维持1 min,无闪烁和击穿即为合格。耐压试验电压与焊机额定电压有关,当一次电压为220 V时,试验电压为1500 V;一次电压为380 V时,试验电压为2000 V。
本文关键字:焊机 维修技术,维修资料 - 维修技术
上一篇:贴片元器件的手工焊接技巧






