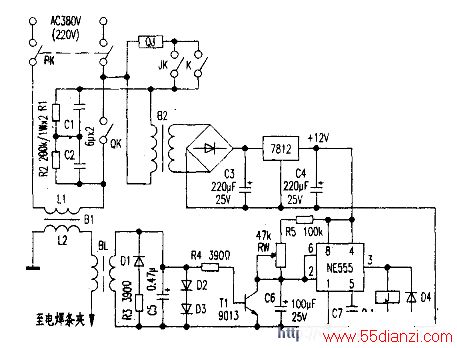
交流电焊机是修理业和制造业中必备的设备,但电焊机实际焊接时间常常只占到通电时间的30%~50%,造成空载耗电,因而,在电焊机不工作时使其自动断电,就可节约空载耗电。并延长电焊机寿命。本文介绍一种电焊机空载时自动断电的节电器,电路见附图。
工作原理:合上电闸PK接通电源(AC380V或220V)后,因交流接触器触点QK还未接通,焊机变压器B1的初级线圈Ll经串连电容Cl、C2获得弱电流供电,焊机变压器次级L2有小于15V的感应电压。另一路AC380V(或220V)电流经降压变压器B2输出约13V的交流电压,通过桥式整流和C3滤波并由7812稳压后输出12V直流电压,经NE555延时控制电路供电。电路接通后12V直流经R5、RW向电容C6充电。但由于电路接通之初C6上电压不能突变,NE555的(2)脚、(6)脚均处于低电位,低触发端(2)脚优先使NE555复位,(3)脚输出高电位,使12V继电器J吸合。继电器触点JK闭合使交流接触器QJ得电,触点QK接通,电焊机B1的初级L1、次级L2处于全电压(60V)焊接工作状态。此时,焊条如果接触工件,焊弧电流使BL次级感应电压触发Tl导通,使NE555的②脚、⑥脚继续为低电位,QK继续接通,提供焊接电源,进行焊接。如通电6~10秒(定时可调)后仍未进行焊接,电容器C6上电压充升到高于2/3VCC电压,NE555的高触发端(6)脚将触发NE555翻转,(3)脚输出低电平,12V继电器J失电。触点JK断开使QJ失电释放,其触点QK断开使焊机处于弱供电(节电)状态。
如果在弱供电状态,焊条与工件接触时,B1次级L2短接后产生的电流,在BL次级产生高于O.8V的感应电压,使T1导通,电容器C6上的电压迅速经Tl放电而下降到低于l/3Vcc电压,(2)脚的低电平使NE555翻转,(3)脚输出高电平,继电器J、接触器Qj相继吸合,进入全电压焊接工作状态。当焊机停止焊接时间超过6~10秒时,电焊机将进入节电状态。如果不需要进入节电控制状态,闭合K即可使焊机一直处于全电压焊接工作状态。
电路中12V继电器J触点电流为10~15A/380V,380V(或220V)交流接触器的触点电流为75-100A/380V。电容器C1、C2为丁作于交流的电容器,耐压≥630V。电流互感器BL可自制。停焊延时时间可根据工作需要或操作者习惯调节RW的值,一般为6~lO秒,如果需更长的延时。可增大R5数值(按T=0.7RC估算)。
上一篇:HSA-75电机启动控制柜电路






