8031工业顺序控制程序在工业控制中,象冲压、注塑、轻纺、制瓶等生产过程,都是一些继续生产过程,按某种顺序有规律的完成预定的动作,对这类继续生产过程的控制称顺序控制,象注塑机工艺过程大致按“合模注射延时开模产伸产退”顺序动作,用单片机最易实现。
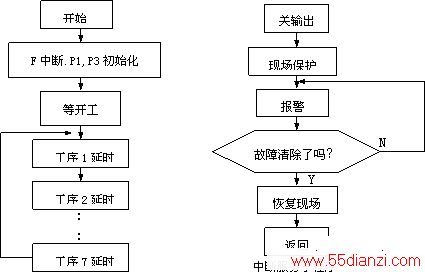
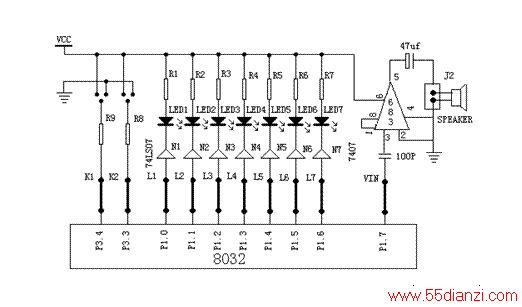
8031的P1.0~P1.6控制注塑机的七道工序,现模拟控制七只发光二极管的点亮,低电平有效,设定每道工序时间转换为延时,P3.4为开工启动开关,高电平动作。P3.3为外部故障输入模拟开关,低电平报警,P1.7为报警声音输出,设定6道工序只有一位输出,第七道工序三位有输出。
程序框图
程序
ORG 0190H
0190 75907F PO10: MOV P1,#7FH
0193 43B000 ORL P3,#00H
0196 30B4FD PO11: JNB P3.4,PO11 ;开工吗?
0199 43A884 ORL IE,#84H
019C 43B801 ORL IP,#01H
019F 75D000 MOV PSW,#00H ;初始化
01A2 758153 MOV SP,#53H
01A5 75907E PO12: MOV P1,#7EH ;第一道工序
01A8 31F1 ACALL PO1B
01AA 75907D MOV P1,#7DH ;第二道工序
01AD 31F1 ACALL PO1B
01AF 75907B MOV P1,#7BH ;第三道工序
01B2 31F1 ACALL PO1B
01B4 759077 MOV P1,#77H ;第四道工序
01B7 31F1 ACALL PO1B
01B9 75906F MOV P1,#6FH ;第五道工序
01BC 31F1 ACALL PO1B
01BE 75905F MOV P1,#5FH ;第六道工序
01C1 31F1 ACALL PO1B
01C3 75900F MOV P1,#0FH ;第七道工序
01C6 31A5 ACALL PO12
01C8 80DB SJMP PO12
01CA 8AF0 PO16:MOV B,R2;保护现场
01CC 75907F PO17:MOV P1,#7FH ;关输出
01CF 7520A0 MOV 20H,#0A0H ;振荡次数
01D2 D297 PO18:SETB P1.7;振荡
01D4 31EC ACALL PO1A;延时
01D6 C297 CLR P1.7;停振
01D8 31EC ACALL PO1A;延时
01DA D520F5 DJNZ 20H,PO18;不为0转
01DD C297 CLR P1.7
01DF 31EC ACALL PO1A;停振
01E1 30B3E8 JNB P3.3,PO17 ;故障消除吗?
01E4 AAF0 MOV R2,B;恢复现场
01E6 32 RETI
01E7 7A10 PO19:MOV R2,#10H
01E9 5113 ACALL DELY;延时1
01EB 22 RET
01EC 7A06 PO1A:MOV R2,#06H
01EE 5113 ACALL DELY;延时2
本文关键字:工业 源码-程序,单片机-工控设备 - 源码-程序
上一篇:82C55控制交通灯程序






