自动机床在工作循环中,各个动作都要求在一定的时间内完成,超过了规定的时间限制还没有完成动作,则可认为是机床设备运行出现故障,因此可以在被检测工步动作开始时,同时启动一个定时器,定时时间可以根据实际情况确定,但应比正常工作所需时间要长一些,如果定时器有输出信号则说明已出现故障,然后可以采取相应的处理措施。
点击此处查看全部新闻图片
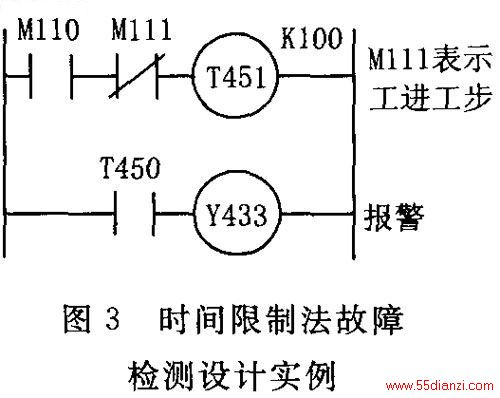
图3表述了在组合机床上快进转变为工进时的故障检测程序,Mll0表示快进工步,压下行程开关后,应转变为工进,如果超过了规定的时间限制未切换,应视为在快进工步上出现了故障,出现故障的原因可能是行程开关,也可能是液压元件或其他电气元器件。虽然不能确定是何种故障原因,但能确切地控制故障的继续发生。
2.2模拟信号量的故障诊断设计
由于PLC具有模拟量的处理功能,在进行机床PCL控制改造时,对一些比较重要的能反映机床工作状态的参数,如液压系统的压力、流量,机床重要机械部件的温度、振动等参数,可以考虑选用相应的传感器或变送器与PLC的专用A/D模块对机床工作参数实现实时检测,并与极限要求值进行比较,以判断机床工作状态是否正常,若不正常,则可以进行显示、报警或者停机等处理。
三、结语
在进行机床PLC改造的过程中,在完成主要的控制要求设计基础上,应该附加考虑利用PI刀程序控制的功能特点,通过编写逻辑程序和添加少量电气元器件的基础上进行机床设备故障的自诊断和及时的处理,这样,可以提高机床的可靠性,提升机床的工作效率,改善机床的自动化程度。
本文关键字:暂无联系方式PLC改造,plc技术 - PLC改造






