1 引言
香洲污水处理厂于1994年1月建成投产,日处理规模3万吨/日,采用帕氏维尔氧化沟工艺,成套引进法国得利满公司的设备和技术,具备20世纪90年代国际先进水平。自动控制系统采用法国Telemecanique公司的TSX 4730可编过程控制器(PLC),美国Wonder Ware的工厂监控软件Intouch4.0和微软公司的操作系统WINOOWs 3.1,如图1。
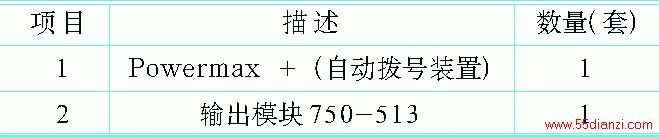
图1 原系统网络拓扑结构
在10多年的生产中,自控系统运行稳定,故障率低,较好地满足出水达标排放的要求。但随着时代的发展,自控系统生命周期的后期缺陷逐渐出现。主要表现在如下几个方面:
(1) PLC生产商已经不生产TSX 4730系列产品及相关配件,如果PLC模块损坏需要更换,将面临备件供货量极少并且价格较高的问题;
(2) 监控计算机操作系统WINOOWs 3.1和监控软件Intouch4.0,版本落后,运行速度慢,安全可靠性差,已经不能满足生产的要求;
(3) 所有设备的手动或自动运行都需通过PLC进行控制,当PLC或相关模块故障时,控制面临“瘫痪”的危险,需手工改接线路才能使设备运行,这会使生产发生一段时间的中断;
(4) 监控系统只能设置工艺参数和监视设备的运行状态,不能通过计算机控制设备的运行和停止;
(5) 工艺控制的需要,增加了推流器和内回流泵等设备,氧化沟转刷根据溶解氧的控制模型已不满足实际生产的需要,而原有控制系统较难开发和扩展。综合上述原因,我公司决定对香洲一期自控系统实施升级改造。
2 自控系统改造方案说明
(1) 网络通讯系统
考虑到一期和已建成的二期污水处理厂控制部分在同一个控制室,本次改造升级将和二期控制部分采用相同的架构,因所有I/O系统在同一个控制室内,距离较近,网络通信方式采用工业以太网。
●主站采用施耐德公司的PLC;
● 采用Wago的I/O SYSTEM;
●采用Ethernet通信网络;
●上位机采用WONDERWARE 的INTOUCH 8.0。
(2) 施耐德的QUANTUM PLC
Quantum易于组态和维护。它提供对结构与模块的灵活选择。即使是对要求最苛刻的应用,Quantum也是可靠的选择。具有如下特点:高性能的控制器,先进的IEC编程和开放式的网络连接。
(3) 德国万可公司的WAGO
从站采用WAGO I/O SYSTEM/750系列产品,有如下功能和特点:
●安装容易;
●使用灵活;
●功能齐全;
● 设计经济;
●连接快速简单。
(4) MODBUS TCP/IP以太网通信网络
整个系统采用MODBUS TCP/IP以太网网络。
(5) WONDERWARE 的INTOUCH 8.0
InTouch HMI软件用于可视化和控制工业过程。它为工程师提供了一种易用的开发环境和广泛的功能,使工程师能够快速地建立、测试和部署强大的连接和传递实时信息的自动化应用。InTouch软件是一个开放的,可扩展的人机界面,为定制应用程序设计提供了灵活性,同时为工业中的各种自动化设备提供了连接能力。
3 自控改造方案详述
改造后的自控系统由监控PC、交换机、PLC和现场I/O等部分组成,网络拓扑结构如图2:

图2 改造后的网络拓扑结构
3.1 中央控制室CP操作柜改造
CP柜改造的主要内容是将设备原先手动经过PLC控制的回路→改为手动控制可以直接控制设备的启动和停止的回路,这样即使PLC故障,我们也可保证顺序启动设备,不会造成生产的中断。改造过程中需把原先的报警信号(过载、温度过高、泄漏等)使用中间继电器把报警信号一分为二,一路作为PLC的数字输入信号,另一路串入手动控制回路,这样在手动控制设备时,所有的保护仍然起作用,保证设备的运行可靠。
3.2 PLC的更新及现场Wago I/O的接入
原PLC输入、输出点为48VAC信号,大部分设备的控制电源为48VAC,现输入、输出点为24VDC信号,因此,需要24VDC的直流电源和24VDC的中间继电器以实现输入、输出信号的变更。
3.3 PLC程序的升级开发
原Telemecanique公司的TSX 4730可编过程控制器(PLC)采用PL7编程语言开发,现Quantum PLC采用Concept2.6编程语言开发,设备的控制逻辑除氧化沟曝气控制模型外,其余部分没有太大的改变。原氧化沟转刷控制模式:每条生产线上有3台转刷,其中两台常开,第三台根据时间周期控制,运行2小时,停止1小时,当出水溶解氧DO低于下限值,则第三台转刷立即启动运行,当出水溶解氧DO高于上限值,则第三台转刷立即停止运行,由于溶解氧变化波动较大,这容易引起转刷的频繁起停。
3.4 几个关键工艺控制点
(1) 转刷自动运行
新的氧化沟转刷控制模式根据氧化还原电位计ORP进行控制,增加推流器和内回流泵的控制。每组转刷中有两台处于长期运行,在监控计算机上选择其中两台,最后一台转刷受ORP氧化还原电位计控制,当ORP值在设定的时间范围内小于设定值并延时一段时间(缺省15min)都小于设定值时转刷启动,高于设定值并延时一段时间(缺省20min)都高于设定值时停机,并设定最小的开机时间和待机时间。
(2) 转刷手动运行
可在计算机和中控室CP柜上进行操作。
报警类别:过载保护、温度保护、紧急停机。
(3) 2台推流器
计算机和中控室CP柜控制电机开停。
报警类别:过载保护、温度保护、泄漏保护。
(4) 1台内回流泵
计算机和中控室CP柜控制电机开停。
报警类别:过载保护、温度保护。
3.5 监控软件Intouch的升级开发
(1) 监控软件Intouch从4.0版本升级到8.0版本,原先程序仍然可用,可经过如下步骤升级Intouch4.0→ Intouch5.6b→Intouch8.0。
(2) 原监控系统只能设置工艺参数和监视设备的运行状态,不能通过计算机控制设备的运行和停止;此次开发后,我们不但能通过计算机控制设备的运行和停止,而且能灵活设置设备处于自动或远程手动控制模式,通过编程,使设备报警和网络监控功能大大加强。
(3) 实现设备或工艺报警,能以短信的方式发到手机的功能,采用附表所示设备来实现。
附表 设备或工艺报警短信接口设备
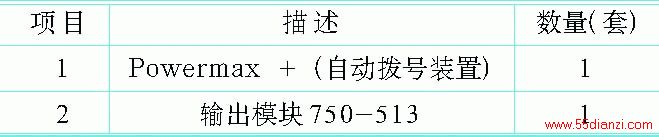
注:本报警自动拨号系统需用户提供供电话线。
本套短信发送报警系统,通过与Wago输出模块的连接通信来实现,具有强大的报警功能,能把设备的故障报警状况以及工艺参数变化情况通过短信及时发送通知相关工作人员,缩短了获取信息及作出处理意见的时间,提高了工作效率,为实现夜间无人值班创造了条件。
4三个污水处理厂监控系统的联网和远程实时控制
香洲污水处理厂一、二期及北区污水处理厂使用VPN(专用虚拟网络)组成一个网络,通过Internet接入方式实现远程监控三个工厂的生产状况。随着科技的进步,网络通讯的速度和安全可靠性得到了极大的提高,这使我们通过网络,实现远程监视或控制工厂的生产状况提供了可能。香洲一期、二期自控系统由于经这次改造后,采用了相同的网络结构,它们通过以太网互联,共同使用二台上位监控计算机,香洲中控室与北区中控室的监控计算机、办公室或家中的笔记本计算机等组成VPN网络,实现了三个工厂的互相监控,网络结构如图3所示:

图3 三个工厂的监控网络结构
香洲厂监控计算机采用固定IP并作为Intouch软件数据服务器,接收来自三个工厂的生产数据信息,通过VPN虚拟网络,在其中任何一台计算机监控终端可以监视和控制三个厂的生产情况。所有计算机可采用ADSL方式或数据专线方式接入INTERNET。
5 自控改造的价值评述
5.1 网络通信速度
自控系统技术改造完成后,PLC和上位机采用以太网通讯,PLC与Wago子站采用MODBUS TCP/
本文关键字:污水处理 PLC改造,plc技术 - PLC改造






