1 引言
非织造布(Nonwovens) 又称为无纺布或不织布。非织制布是在不用纱线或少用纱线(纤维超过50%)的情况下直接利用高聚物切片、短纤维或长丝通过各种纤网成形方法和固结工艺,如化学粘合、针刺、水刺、热轧、缝编、印花、热风透吹粘合等制成的具有柔软、透气和平面结构的新型纤维制品。某无纺布生产商主要以天然纤维棉花为主要材料,通过大小开棉机,混棉机得到分散, 比例均匀的纤维,利用抽风电机把纤维送入喂入辊,主辊,道夫辊,铺网辊变成丝状后,再通过成卷机,打包机加工成可利用的无纺布。
根据工艺流程要求以及考虑到此生产线已使用年限过长,加之操作人性化方面不够。通过与公司里的技术人员反复磋商。决定对其进行升级改造。
2 系统组成
原来的生产线主要有4条(分别命名为CARD1~4)。4条生产线由4套系统(分别叫NP10,NP20,NP30,NP40)进行数字量的控制,另外还有2套系统,其中一套进行模拟量的控制(叫做NP50),另外一套(NP60)进行报警,指示使用。每套系统可独立运行。全部使用西门子PLC进行控制。其中NP10,NP20,NP30,NP40,NP60使用的是西门子早期的PLC S5-110A,而NP50使用的是S5-115进行电机的调速和通讯。
针对企业提出的“管控一体化”人性化的要求,确定系统方案。设计中采用了“集中监视,分散控制”的监控系统。因为系统的输入输出点数较多(差不多800点),并且要求每条生产线旁边都有现场操作员面板,因此不宜选择计算机来作监控。最后选择了西门子公司的操作员面板OP270作监控。因为现场的变频器,直流调速器都还使用正常,并且也考虑到S5-115还有利用的可行性,决定保留NP50这套系统而改掉NP10~40,NP60这5套系统。考虑到西门子S7系列PLC的强大功能完全可以用一套315-2DP+分布式I/OET200M(简称NP-new)代替原来繁多的5套系统。
2.1 操作员面板监控站
由4台OP270和1台OP37组成。其中OP270与S7-315通过Dp网相连,传送速率设为187.5kbps.OP37与S5-115也以Dp网通讯。这些面板主要完成电机的启动,停止,电机的运行状况的显示,报警提示以及电机的转速等模拟信号等。由于操作员面板的引入使得操作更加人性化,同时也取代了原来的NP60系统。使得整个系统整洁,明了,减少了繁多的元器件损坏带来的无休无止的维护。
2.2 NP-new系统
由一台S7-300中的315-2DP+4个ET200M+15个DI×32+10个DO×32组成。主要作用是进行数字量的逻辑运算,同时通过Profibus和OP270以及NP50通讯。由于在这套系统中保留了原来模拟量调速系统(考虑改造成本太大也没必要),因此整个系统要面临的是繁多的电机启停和各种各样的监测信号输入和保护电路。因此后来专门开发出电机起停专用块,使得整个编程变得非常简单,享受。
2.3 NP-50系统
主要完成模拟量的调速使用。其中直流电机使用开环控制,交流电机如主辊电机和道夫辊电机使用交流闭环控制,利用测速发电机对主辊进行测速。得到的交流电经过转换变成-10-10V直流电进入变频器控制电机转速。在实际运行中,主辊电机功率比较大(30KW),转速也比较快,而在对进来的棉花进行拉丝时,如果有金属进入棉花的话很可能把刺头搞坏,因此通常都装有金属探测装置,主要探测是否有金属进来。如果万一有金属进入的话,或者火警或急停来的时候需要主辊马上停机。因此我们设置了一套连动监测装置让主辊可以反接制动停机。
2.4监测仪表
各种各样的测量装置在系统中使用。包括:
(1) 安全回路的检测。主要是各扇门的监控。
(2)测速电机与电压转换仪表。
(3)带延时的电眼。主要监视棉花有没来到以及是否出现棉花堵赛。
(4)光栅 。防止棉花外露
(5)各种液压装置等,主要是进行卷绕和切割用。
(6)各类行程开关。如跑偏行程开关等。

图1 系统架构图
图1 为系统的架构图。4个OP270和PLC及ET200M之间通过Profibus通讯。4个IM153分别安装于不同机柜中,就近控制现场设备。
3 工艺控制描述
从外面买回来的纤维材料一般是一包一包的需要经过大小开棉机使各种捆绑纤维开松,并用风机输入下道工序之用。实际我们这套系统中中有2台开棉机,可放置2种不通的纤维材料。从开棉机出来的棉花根据工艺的不通可以进混棉机也可以不进混棉机,混棉机的作用只是把2种不通的棉花按一定的比例混合。当然在某些情况下并不需要混棉这时从开包机出来的棉花会直接进入下道工序。
大小开棉机出来的棉花或混棉机里出来的棉花一般通过一系列抽风电机把棉花送入梳理机。梳理机是整个系统的核心,主要作用是纤维的梳理,通常由喂入辊,主辊,道夫辊,铺网辊组成。通常喂入辊和铺网辊速度比较慢,用直流电机+直流调速器进行控制。喂入辊的作用是把棉花慢慢的送入,送来的棉花经过主辊和道夫辊的高速旋转会被拉成一根一根的丝状。最后通过铺网辊把丝状棉花送到下个工序。
丝状的棉花一般要经过成卷机的气压式切边刀或电动飞刀切边电热丝横切装置或电动飞刀横切装置等做成需要的形状。最后通过打包机打包。形成产品。
当然在实际中并不只有这些装置,不过它们是整个系统的主要需要控制的部分,其它的还有① 边角料开松机,用于无纺布边料开松料回收利用。② 震动给棉机,将松开纤维进一步开松混合,并处理成均匀的筵棉提供下道工序。③ 气流给棉机,将松开纤维进一步开松混合,并处理成均匀的筵棉提供下道工序。整个工艺流程简图2所示。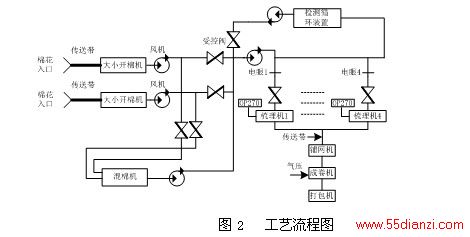
图2 工艺流程图
4 电机启动程序的研究
4.1电机正传控制功能块设计
由于系统比较复杂,电机数目比较繁多。因此寻找一条好的清晰控制思路就显得异常重要。编程中大量碰到是电机起停控制。所以迫切需要编制这样一个块:它能最完善的表达出电机的所有信息,并且可靠。下面将以电机的正转为例来介绍这样的一个块。如图3所示。
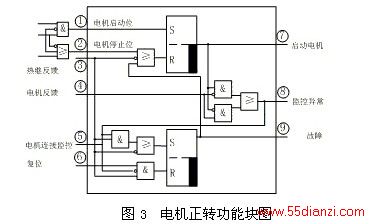
图3 电机正转功能块图
在上面这个块中:①表示电机的启动位,②表示电机停止位。③是电机的热继电器,正常情况下热继为1。如果热电器信号没来,启动不了电机,并且提示故障。④为电机的接触器返回的信号。正常情况电机启动后应该给回一个接触器吸合信号。如果电机没有给回的话,监控异常信号会输出。通常我们把监控异常信号取出延时一会,如果延时过后还没出现电机反馈信号,这时输出电机的连接监控有效,切断电机,故障输出。⑤表示电机的连接监控。通常在电机启动等待1~2秒等待接触器反馈信号来到,如果在这段时间之内反馈信号没有到达,通过内部的逻辑电路停止电机。⑥是复位按钮。从逻辑图可以看出,电机正常情况下按复位按钮是无效的,只有⑨端出现故障时按复位按钮才有效。⑦用来启动电机。它的吸合直接对应了电机的起停。⑧表示电机的监控异常。通常它的作用是用来延时1~2秒看电机的反馈信号是否回来,如果没有回来它就控制⑤端电机连接监控接通。切断电机,故障输出。⑨是故障输出端。
在使用这个块一般情况下①②它们不表示一个按钮。通常用一个M寄存器表示,M的信号通常又是由一系列信号“与”“或”后得到的。如上图所示。例如“电机的启动信号①”=“启动按钮”&“本块的故障输出端⑨的非信号”&“输出某台电机启动后给回的信号”&“…”。再例如“电机的停止信号”=“火警”或“急停”或“停止按钮”或“联动电机的反馈信号的非信号”或“…”。
4.2电机正反传控制功能块设计
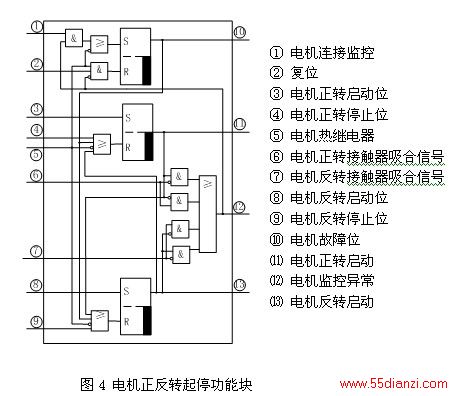
图4 电机正反转起停功能块
5 组态与通讯设计
5.1编程和组态软件
在本改造中通过西门子S5(S5-115+IM308)PLC与西门子S7(S7-315+IM153)进行通讯。同时S7对原先的5套系统进行完全的代替。从后来使用上来看,完全可行。在S5中,通过IM 308和FB192可以传送多达122个连贯字(244字节)。这已经完全满足要求了。而在S7中S7-300中,通过SFC14和SFC15进行字节的接受与传送,传送的数据量多达16个字(32字节)。
组态软件在S7-300中使用STEP7 V5.3,利用HW CONFIG进行组态。在S5中使用COM_ET进行组态也是相当方便的。因为COM_ET软件自版本V2.1起就已经是WINOOWs版本了。值得注意的是不能使用 S7-300 的 FM 和 CP,因为它们也通过背板总线使用 S7 系统实用程序,而这是 S5 主站不支持的。
5.2系统的网络设置
(1)在设置网络时要特别注意的是把CPU属性中的COMMUNICATION中的属性设置对,通常它都有3个项,一项是PG Communication ,默认值是1。第二项是OP Communication,默认值也是1,第三项是S7 Standard,默认值是12。 由于最大的连接数是16,而OP270挂在S7 DP网络上的有4个,所以我们要把S7 Standard的默认值设为11或再小点10也行。
(2)其它的一些设置都是一些常规设置,这里就不再说了。至于OP270支持串口下载,USB口下载和DP口下载,直接把用PROTOOL编好的程序以及OP的站地址设好下到屏中就可以了.还有就是OP的背景灯亮通常要置2BIT位才是亮。






