1、焊锡作业步骤:
1)将产品整齐摆放。
2)用夹子夹起一排产品。
3)PIN脚沾助焊剂;
4)以白手捧刮净锡面。
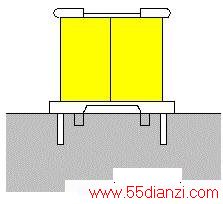
5)焊锡:立式Bobbin镀锡时将脚垂直插入锡槽(卧式Bobbin将脚倾斜插入焊锡槽),镀锡深度以锡面齐Pin底部为止。(如下图)
2、完毕确认。
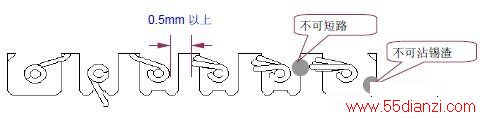
镀锡须均匀光滑,不可有冷焊,包焊,漏焊,连焊,氧焊或锡团(如下图)。

A.Pin脚为IPin(垂直Pin)时,可留锡尖但锡尖长不超过1.5mm。
B.留锡尖,垂直方向Pin脚可留锡尖且锡尖长不可超过1.5mm。
C.PVC线的裸线部份(多股线)不可有刻痕及断股,且焊锡后不可有露铜或沾胶,或沾有其它杂质(如保丽龙……)
D.助焊剂(FLUX)须使用中性溶剂。
E.锡炉度须保持在450°C~500°C之间,焊锡时间因线径不同而异,如下:
a.AWG#30号线以上(AWG#30,AWG#3※。)1~2秒。
b.AWG#21~AWG#29号线……。)2~3秒。
c.AWG#20号线以下(如AWG20,AWG19)3~5秒。
F.锡炉用锡条,其锡铅比例标准为60/40。每月须加一次新锡约1/3锡炉量。
G.每焊一次浸入产品的锡面须保持干净。
H.每月清洗锡炉一次并加新锡至锡炉满为止。
Note:
1、白包Bobbin含锡油多,焊锡时间不可过长。
2、塑料Bobbin不耐高温,易产生包焊或Pin移位。
3、不可烧(烫)坏胶带。
4、三层绝缘线须先脱皮后镀锡。
5、焊点之间最小间隙须在0.5mm以上。(下图)
本文关键字:高频变压器 元器件基础知识,电子学习 - 基础知识 - 元器件基础知识
上一篇:高频变压器铁芯组装






