某机械厂有一产品是中300~中500、具有数百条放射形等分槽的金属圆盘。槽的加工方法是将圆盘置于分度转盘上用铣床铣制。当(自动进刀)每铣毕一槽后,即由操作工手摇分度盘旋转一个角度后再继续铣下一条槽。这样不仅劳动强度大,还因槽的数量多、间隔角度小,难免疏忽,所以经常造成角度偏差而报废。
两年前他们利用现成的步进电机和电机驱动器,要笔者设法改造成一台简易的“数控机床”,来代替手工“分度”这一工序。从而提高效率、避免废品。
考虑到该产品精度要求并不太高,所以采用了售品计数器来控制脉冲数的简单方法,受脉冲数驱动的步进电机直接带动“分度盘”旋转。这样简单设计,不仅降低成本而且便于维修。现介绍于下,供机电同行们参考,以期抛砖引玉。
步进电机为5相,步距角0.36°/0.72°,最大静转矩lONm。分度转盘的减速比是90:1。买来的计数器是温州大华仪表厂生产的DHC7J四位可逆预置计数器。
最小计数脉宽Ims(最多500次/秒);信号输入阻抗4k7Ω, (2—30V);有防断电丢失数据功能;另有一组DC12V输出供外电路使用;该计数器除有自动复位外,在面板上还设有一手动复位按钮,以便操作时首次清零。
设计计算
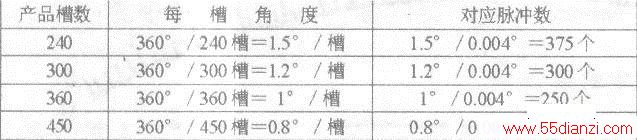
1.巳知:电机每步=0.36°;分度转盘速比=90:1,则实际每步分度转盘转过度数为0.36°/90=0.004°
2.产品每槽需脉冲数(见表)
驱动电路见图所示,计数器采用加法计数方式。
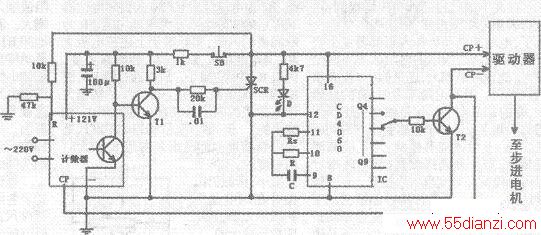
脉冲发生用14级行波进位二进制计数器/分频器、振荡器CD4060的反相器部分。整机工作时,送上~220V总电源,计数器进入待机状态,有DC12V电压输出。经1kΩ电阻、按钮开关SB而加于CD4060上。使该IC中的2反相器及R、C组成的振荡器开始振荡,产生脉冲波。经过几级分频.再由T2放大后送至驱动器,推动步进电机旋转。同时,此脉冲也送人计数器的CP端进行计数,直至达到设定数字时,计数器内部的NPN三极管由初始的截止状态突然转为导通,致使T1截止,晶闸管SCR获得了一个触发信号,因而导通。又因加于其阳极的电源是平滑的直流电,故一经导通后,就不会断开。此时,加于CD4060的电压突然降至近似Ov而停止工作。计数器自身也因R端变为低电平(<2V即可)而自动归零。
这是开机后的第一次操作,计数器显示的初始值不一定是“0”而是随机状态。所以只是使其空转了一下(花时1s左右)。等到铣床铣毕第一条槽且退刀后,再按一下按钮SB,让晶闸管瞬间失电.SB复位后.CD4060又得电而开始工作,重复上述过程。而这一次(及之后的每次)输出的总脉冲数量就和计数器的设定值一致了。于是分度盘当然就随着设定的脉冲数转过预定的角度,而且每次转过的角度全部相同,几乎没有误差。
几点说明
1.在本例中,因每一分度仅为0.8°~1.5°之间,且分度转盘的减速比仅90:1,故驱动脉冲频率不可太高,一般设计在200Hz以内为宜(450槽产品用时≥ls)。
否则,转过一槽的时间就太短了。另外,即使每槽之间角度很大,允许采用较大的减速比以提高频率,但计数器本身最高的计数频率也不能超过500次/秒,而且因是计数器直接控制脉冲数,频率过高还可能使电机失步(但未试过)。
2、这种驱动电路在一般精度产品的应用上有较大优点。如是加工每一次的行程较长(即电机总步数较多)的产品,可提高脉冲频率、加大机械变速比并购买具有6位LED的计数器。
3.本例是旋转角度方面的应用。这一方法同样可以应用于直线距离位移的自动切削加工。
4.为了在校验计数器时能使其LED数码管显示的快速数字变化看得清楚,另外也可试验确定比较合适的工作频率,不妨在CD4060上多引出几个输出端,.用开关切换。
5.本例中R是100kΩ,C是5nF。因CD4060有Q4—Q14多个输出端可供转换,故电容器容量可变范围很大。其中Rs的阻值可以和R相同。
6.图中电阻均为1/4W金属膜,T1、I2系普通小功率NPN管.SCR为1A小晶闸管。所有元件均要求不高,数据相差20%没有影响。装接无误即可正常工作。
7.因该厂只要求我解决“分度”这一工序,但是不难想象,本电路如果与机床的主电路联动,把它作为几个工序的一部分,就成了一部全自动机床。






