炉温控制是防弹衣生产线上至关重要的一环,文中设计的智能温度控制系统,采用分布式采集温度并转成数字信号,通过RS485的标准MODBUS通信协议,将数字信息传输到主控室的温度控制人机界面和主控制器,经过处理之后显示在液晶屏上面。同时主控制器采用模糊PID控制算法运算后,通过RS485通信输出去控制现场数字量输出模块,对现场加热设备进行控制。现场运行结果表明本系统温度采集精度高、稳定性高、控制效果好、大大提高生产效率。
用于防弹衣生产的三大材料之一的超高分子量聚乙烯纤维产品生产线上的温度控制系统目前是由铂电阻温度传感器,温度采集控制仪、加热丝组成。铂电阻输出温度模拟信号,控制表将模拟信号转换成数字信号,与用户设定的现场温度比较,小于用户设定的温度则现场的加热丝得电加热,反之加热丝失电不加热,形成一个温度控制闭环。
此系统经过长时间运行之后存在一些问题:1)铂电阻反馈的模拟信号到温度采集仪的距离太远,信号衰弱严重;2)铂电阻反馈的模拟信号与三相交流电源线一起布线,模拟信号线受到的干扰非常严重;3)现场每个温控点都要走3根铂电阻模拟信号线,若生产线的温控点多的话,必然造成布线及施工难度大,线材浪费严重,成本高。
因此目前的温度控制系统存在控制效果不佳、成本高等劣势。本文设计一种智能温度控制系统,对产线环境改变不大的情况下,解决目前出现的问题,使温度控制效果更好,系统更稳定,成本更低。本设计方案采用的是数字量传输方式,首先在设备现场离铂电阻最近的地方将铂电阻反馈的模拟信号转换成温度数字信号,然后通过RS485将数字信号输出到远处的温度主控制器,主控制器将采集到的数量信号进行计算并显示到液晶屏人机界面上,用户可以通过触摸屏对现场的温度进行设定,控制器通过模糊PID算法计算后控制加热设备。
1 硬件设计
1.1 硬件设计总方案
智能温度控制系统总体方案设计采用工业上常见的现场AD采样、RS485传输、LCD液晶触摸屏控制显示的设计方案。包括现场温度的AD采集模块、触摸液晶屏主控模块、数字量输出控制模块、电源控制模块。硬件总体框架如图1所示。
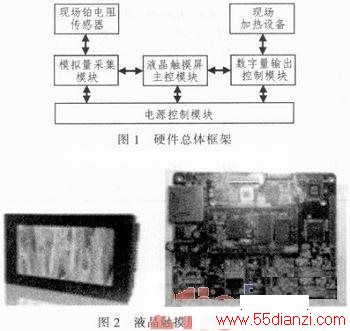
1.2 液晶触摸屏主控模块
液晶触摸屏主控模块采用Witium生产的WT—HMI70F人机界面,如图2所示。
WT-HMI70F人机界面控制板处理器采用三星公司生产的ARM9内核S3C2440,主频达到400 MHz。此模块为工业级产品,符合欧洲标准EMC规范,前面板符合NEMA4的防护规定,具有一路RS232接口、一路RS485接口、一个USB接口、一路以太网接口。
本设计方案通过此人机界面模块的RS485通信接口,采用MODBUS通信协议,接收现场传输过来的温度数字量,经过模糊PID运算后显示在液晶屏上,同时与用户设定的温度比较,然后通过RS485输出去控制现场数字量输出模块。
1.3数字量输出控制模块
数字量输出控制模块采用Witium生产的WT-ADC216F分布式模块。WT-ADC216F模块的处理器采用ST公司生产的COTEX—M3内核STM32F103。该模块具有八路继电器输出、一路RS485支持MODBUSRTU标准通信协议。该模块为工业级产品,广泛用于工业现场数字量输出控制,如报警灯控制或大功率固态继电器开关。
本方案通过WT-ADC216F模块的RS485接口接收人机界面送来的控制信号,经过本模块的继电器输出控制大功率固态继电器,从而控制现场380V加热丝的加热状态。
1.4模拟量采集模块
模拟量采集模块采用台湾巨诺公司生产的双回路AD模块,此模块专门用于铂电阻温度采集并转换成数字量,广泛应用于工业场合。具有两个模拟量(铂电阻)输入通道、一路RS485ModbusRTU通信接口、16位高精度AD转换、符合工业标准EMC规范。
本设计方案通过此AD模块采集现场铂电阻温度模拟量,转换成16位精度的数字量,通过RS485MODBUS通信协议发送到远程控制柜的触摸液晶屏主控模块,进行温度采集及运算。
2软件设计
本系统方案中软件设计主要在触摸液晶屏主控模块内,包括嵌入式WINCE操作系统、驱动及应用程序,而应用程序包括:图形交互界面、RS485通信协议、模糊PID控制算法。
WinCE操作系统广泛应用于工业现场,适合本控制系统。系统软件框图如图3所示。

2.1 WINCE操作系统功能定制及驱动程序设计
WINCE操作系统及驱动程序是基于底层的中间层,是对应用程序层提供的一个软件开发平台。本方案WINCE操作系统定制及驱动程序设计是基于微软提供的标准BSP包,然后根据触摸液晶主控模块的硬件需求修改及添加BSP包的内容。其中设备驱动添加了RS485通信、液晶屏及触摸屏驱动;配置文件修改了部分环境变量及.bib文件。
2.2 图形交互界面程序的实现
图形交互界面程序采用EVC进行开发,EVC是WINCE操作系统开发图形交互界面的集成开发环境。本系统的图形交互界面设计采用微软的MFC框架,使用MFC及ATL库提供的一组可重用通用类、继承或间接派生类协肋开发,生成界面主体框架。图形交互界面程序主要完成了4路温度采集值显示、用户设定的4路温度控制值、温度数据历史记录保存及查询、历史记录文件读取、四路温度控制实时曲线显示、超温报警灯显示等。
2.3 RS485通信协议、模糊PID控制算法
本系统RS485通信协议采用标准的MODBUS RTU通信协议,其通用性强,应用广泛。由于AD采集及数字量输出模块软件已设计为MODBUS从机模式,因此触摸液晶主控模块的通信程序为主机模式,其通信指令主要有向从机读取温度数据、向从机输出数字量控制信息等。
本系统的智能温度控制体现在温度模糊PID控制算法上。
本系统应用现场及控制对象为大炉温度,该类型的被控对象会随着季节的变化出现控制效果的变化,用经典法来预测PID会存在不可靠现象,系统工程师可以经过一段时间到现场进行维护或写入经验值,系统也可以定期自整定PID。但是这些方法都会产生高昂的维护费用、同时也会打断产线的正常生产。因此本系统引入模糊PID控制算法,对经典PID的3个系数加入模糊算法控制,从而对大炉温度控制对象进行模糊控制,解决因季节或环境变化导致控制效果不理想的问题。
一般增量式PID的经典公式: 
软件实现:Kp*Error+Ki*SumError+Kd*dError
加入模糊控制之后,kp,ki,kd的值会随着环境的变化而发生细微改变而非一成不变。
加入PID之前,控制系统的传递函数是:1/(s2+23s)。
加入模糊算法之后的模糊PID控制系统结构图如图4所示。
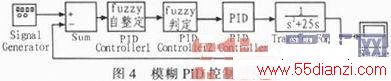
现场温度为控制对象,用户设定的温度值为控制系统给定值,AD采集模块获取的温度值为控制系统反馈值,反馈值及给定值经过系统的模糊PID控制算法运算之后去控制现场加热设备的状态,从而控制温度对象。
本系统模糊PID控制算法根据系统运行的不同状态及工程经验,结合PID系统中Kp,Kd,Ki三者系数的关联性,设计模糊整定参数。系统使用偏差值Error和Error_Change作为模糊判定的输入,语言取{NB,NS,O,PS,PB},根据Error和Error_Change整定Kp,Ki,Kd的模糊值,同样取{NB,NS,O,PS,PB}5个模糊值。然后建立模糊规则表,表1为Kd规则表,Ki,Kp模糊规则表与Kp规则表类似。

不同的控制系统对PID的3个系数Kp,Ki,Kd的模糊也不同,本系统希望控制对象温度值能尽快恢复到稳态,所以Kd系数的模糊尤为重要,设置的Kd对Error_Change特别敏感。
以下是本系统的模糊PID控制算法软件实现代码:
typedef struct
由左边图可以看出控制过程前期略有超调,但是对于系统是可接受的,因为生产线刚开始的时候需要预热炉子。控制过程中测试人员加入一次扰动,可以看出系统不会因为扰动产生震荡,而之前使用经典PID测试的时候受到扰动后会产生震荡。因此模糊PID控制算法可以解决防弹衣生产线上大炉温度因季节或环境变化导致控制效果不理想的问题。
上一篇:给洗衣机的脱水电机加防水罩






