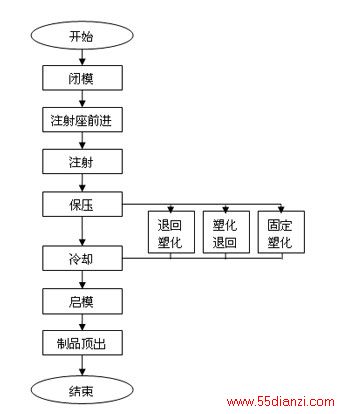
摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
工艺流程图如下所示。
2.3电气配线设计
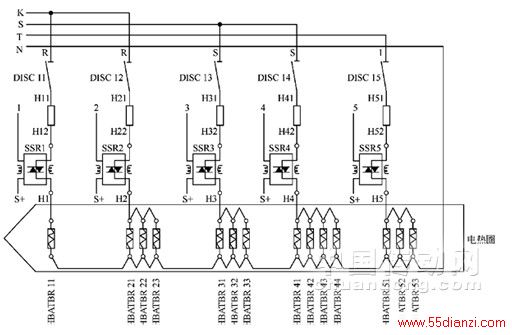
电热回路是注塑机的温度控制回路,如下图所示,该回路分为一次及二次部分,一次部分电固态继电器控制加热圈,通过固态继电器开关斩波作用进行目录宽调制控制,改变加热圈的热输出功率,实现温度控制。DISC为A型低压空气断路器,对SSR 电热过流保护。
电热圈的配线如下图所示。
三 软件设计
3.1模拟量输出的设定
注塑机模拟量比例阀的控制需要通过永宏PLC的模拟量模块做设定。永宏模拟量模块在使用之前首先要进行端口设定。为装机前先设好各点输出电
本文关键字:注塑机 永宏plc应用,plc技术 - plc应用 - 永宏plc应用
上一篇:永宏PLC在注塑机上的应用(5)






