新型的双轴伺服切管机与普通的切管机最关键的部分就是轴向定位和切管长度控制及计算,新型切管机不需要平头来做切管的定位,而是只需要让伺服轴向往管方向走,等碰到了再进行长度定位,但是此方案需要高响应和一定的程序编程技巧,上面提到的外部中断进行脉冲切换是一个比较快又比较准的方案,通过图4-切管定位及计算,可以看到切管的长度分两部分组成:L1:刀头距,此距离可以进行机械调整,一般调整完以后不需要作大的修改;L2:补偿距离,此补偿距离就是根据实际切的管的长度需要作一个小的调整;所以切管长度L=L1+L2。以往旧的切管机L1就等于切管的长度,而且在空间上刀与头的位置的绝对不变的,但是新的机器刀与头的位置是整体随轴在走的,这就是为什么新的机器可以一次送料多次切割的关键所在。
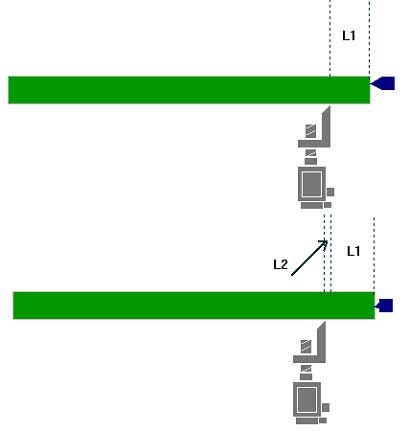
图4切管定位及计算
4 结束语
轴承行业是加工密集型行业,所有的企业只关心一个问题:单机产量,评价一台机器的好坏,效率几乎是它的生命,而之前老式的切管机送一次料切一次管,效率自然不是很高,但是双轴切管机,完全可以做到送一次料连续切多次管,特别在切短圈的时候,送一次料可以切10次以上,那样的速度是以往的切管机无法比拟的。
随着源材料价格的不断上升,同时轴承利润的不断下降,企业想要在每个环节节省成本,而以往的切管机由于送料部分有先天的缺陷:就是有送料不到位的问题存在,而以往的切管机恰恰是靠送料到位平头做定位的,那如果送不到位,切出来的圈就必然不合格,白白浪费材料不说,效率也下降,但是新型切管机切管的定位是伺服来做的,只有碰到管头了才会定位切割,即使料送不到位,它照样可以准确切割,只不过少切几个圈而已,但是不浪费材料也不影响效率。目前此机器已经成功开发完成,并且已经投入应用,并且得到了用户的高度认可。






