摘 要:本文针对台达机电关注的纺织、印染、造纸等重点行业中经典的同步控制、恒张力控制技术问题,结合台达机电产品自身的特点和优势设计了成熟、完善的同步控制和恒张力控制的方案,为长期困扰客户的核心技术难点提供成熟、稳定、完善的控制方案。不仅对方案本身的控制原理做非常详细的分析和阐述,同时结合成功的应用案例进行说明。
关键词:同步传动 恒张力 中达机电
1 引言
在传统的电力拖动领域,同步控制、张力控制是非常经典的控制环节。同时因为控制对象、工艺要求及控制精度、效果的不同,存在相应的技术开发难点。同步控制广泛的应用于纺织、印染、造纸等行业,因为这样的控制要求,出现了例如中达同步控制器这样的产品。但随着客户对设备技术含量和成本的要求,简单的利用同步控制器来实现同步控制已越来越不能满足客户的要求,用人机、PLC、变频器、伺服、直流调速等产品来集成精度更高的同步控制和恒张力控制已经成为新的技术趋势。台达机电产品利用自身的特点及较高的性价比能够为客户提供成熟、完善的同步和张力控制的方案和系统。
2 传统同步控制及张力控制方案

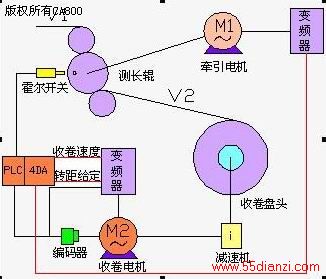
图1 多级同步与张力控制系统框图
2.1同步控制及张力控制控制原理
根据图1所示多级同步与张力控制框图,整个系统以1单元机架为主,1单元的速度为主给定乘以1通道的同步比例系数。即Out1=Kd1*Vo(其中Kd1为1通道同步比例系数,Vo为主给定)。Out2=Kd2*Vo+Kf2*Vf2(Kd2为2通道同步比例系数,Kf2为2通道反馈比例系数,Vf2为通道2反馈信号),同理Out5=Kd5*Vo+Kf5*Vf5(Kd5为5通道同步比例系数,Kf5为5通道反馈比例系数,Vf5为通道5反馈信号)。这就是传统的同步控制系统。张力辊的同轴安装一个电位器,电源为+5V电源,当张力辊处于中间平衡位置时将电位器的输出调整为0V,当张力辊偏离平衡位置时,反馈信号即会有变化,变化的范围在+5V之间,这样反馈量乘以反馈系数,再加上同步比例系数乘以主给定,所得到的结果就是总输出。因此当张力辊偏离平衡位置时,相应的同步控制器的输出会减小或增大,自动调整变频器的频率,达到动态的平衡,使得张力辊始终在平衡位置附近轻微的摆动,起到同步的效果。
张力控制通过张力传感器实时检测张力、通过张力控制器或PLC进行张力的PID运算,这种张力控制的实质是通过调整速差实现张力的动态恒定。
2.2应用领域
多级同步与张力控制系统广泛地应用于纺织、印染、造纸等行业(染浆联合机、印染设备)。
2.3缺点及不足分析
首先,可以看出该系统同步属于开环控制,当负载变化较大的时候,电机的转差率会加大,相应张力辊会偏离平衡位置。相应电机的速度会发生变化,如果是对同步的要求非常严格的场合,可能会有一定的局限性。同时因为速度给定及反馈都是模拟量信号,而且对于生产线比较长,设备安装等不可预知的因素,可能会比较容易受到到各种电气耦合的干扰,造成系统运转不稳定。
张力控制采用PID,由于积分的作用,如果积分增益调整的不好,容易造成系统的振荡或响应的滞后。对于PID运算的各参数要求较高。但在要求不是非常高的场合,该系统还是比较稳定的,应用也比较广泛。
3 基于台达机电技术的张力传动控制解决方案
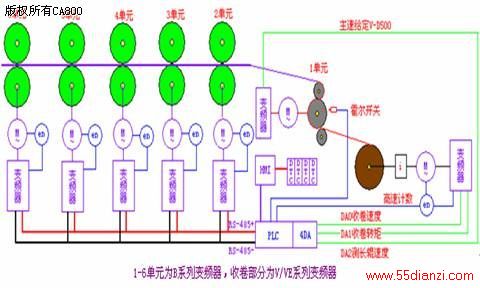
图2硬同步及开环张力闭环矢量控制方案
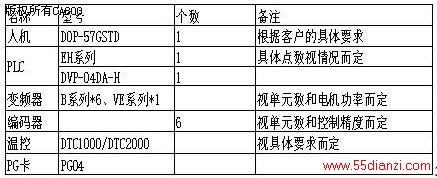
表1 台达机电自动化平台配置
3.1 开环张力闭环矢量控制系统设计
硬同步及开环张力闭环矢量控制方案框图参见图2。系统配置参见表1。
为了克服由于负载的变化造成电机转差率变大,电机特性曲线偏软的缺点,在每个单元的电机后加编码器反馈,并将编码器信号接入变频器,形成闭环矢量控制。这样电机的特性曲线会比较硬,能够有效避免负载小变化时转速及转矩的下降。达到硬同步控制的效果。所有单元变频器的频率给定方式是通过RS485,这样不仅省略了同步控制器,同时有效避免了电气耦合对模拟量信号的干扰。系统运行更加的稳定而且成本也较低,控制效果也更好
3.2 控制算法设计
速度同样以1单元为主,在人机上设定的一般为线速度,要将线速度转换成相应的频率。由于1单元与2单元之间在机械方面的差异、传送介质的打滑等因素的存在,势必决定了1单元变频器与2单元变频器的运行频率不可能完全一致,存在一定的系数关系。同理2单元与3单元、3单元与4单元、4单元与5单元之间、5单元与6单元之间也存在不同的系数关系。依据如下的算法处理每两个单元之间的速度关系:Vn=Kdn*Vn-1+Kfn*Vn-1。整个控制的核心及编程思想参见图3.

图3 控制核心及编程思想
在调试时需要严格的按照步骤进行:主速设定后,通过调整1单元的比例系数K(D530),将实际用速度表测出的线速度调整到与主速设定的一致,即完成了1单元的调试;同理,
其它任意两单元之间的同步关系的调试也是同理。直到每两单元之间的同步系数全部确定下来为止。
3.3开环张力闭环矢量控制原理以及在纺织行业应用的工艺要求分析
(1)传统收卷装置的弊端
纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。
(2)张力控制变频收卷的工艺要求
・在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。
・在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。
・在加速、减速、停止的状态下也不能有上述情况出现。
・要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。
(3)张力控制变频收卷的优点
・张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿。
・使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加。
张力锥度计算公式的应用;转矩补偿的动态调整等等。
・卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且在计
算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数
值。
・ 因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、
减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接导致纱的质量。
而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒
定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,
使得收卷的性能更好。
・ 在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本
上不需对原有机械进行改造。改造周期小,基本上两三天就能安装调试完成。
・克服了机械收卷对机械磨损的弊端,延长机械的使用寿命。方便维护设备。
3.4 张力控制系统设计