钢管管件数控焊接的核心问题是焊接点运动轨迹控制,设备外观如图1所示。数控焊枪根据工艺加工要求实现上下前后2轴运动控制。数控管件夹具平台用于固定需要焊接的钢管,本身可以做单轴的水平面旋转,同时平台本身可以在X-Y平面上,做X水平,Y垂直及圆弧的运动,构成3轴运动控制。本文以数控管件夹具平台3轴运动控制设计为主,对于焊枪水平和垂直焊接不予赘述。

图1 数控焊接机
2 数控工艺分析 2.1 单根钢管焊接单根钢管焊接比较简单,只需中间夹具做一圆周运动即可,这个运动命名为同心圆,如图2所示。
图2 单根钢管焊接
2.2 分支钢管焊接图3为分支钢管的焊接,在焊接过程中,不仅要求中间夹具要做圆周运动,底座X-Y,平台也要同步反向旋转,才能完成分支钢管的焊接,这个运动命名为偏心圆,要求数控系统实现三轴的螺旋插补,如图4所示。偏心圆焊接轨迹的控制复杂程度远远大于同心圆轨迹。

图3 分支钢管的焊接
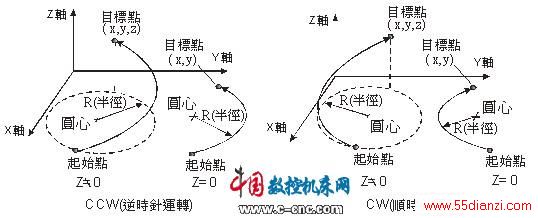
图4 数控焊枪的三轴螺旋插补轨迹
上一篇:机械工业的先进制造模式及制造技术






