把组合机床动力滑台原液压一工进回路,改造为一种新的、用于实现动力滑台运动的两工进速度换接回路,新回路使动力滑台调速范围更广,突破了原回路中只有一个工进速度的限制,且两工进速度换接时,互不受干涉。采用PLC设计其控制系统,提高机床智能化程度。
引 言
目前许多机床动力滑台采用了液压回路,其控制部分大多数是电气控制,硬件接线多,系统可靠性差、工作效率低,有的液压回路只有一个工进速度,有的液压回路虽有两工进速度,但一工进和二工进速度换接时,二工进可调节的速度最大不能超过一工进的最小速度,机床调速范围窄,不能根据工艺要求调节速度。基于以上原因,我们应某机械修理厂的要求,帮助他们将一台双面单工位组合机床的动力滑台液压回路设计为一种能实现此功能的二次进给液压新回路,并以PM作为液压系统的控制系统,提高机床的智能化控制程度。
1 双面单工位组合机床动力滑台原液压回路
双面单工位组合机床有2个HY型液压动力滑台,动力滑台是组合机床上用来实现进给运动的一种通用部件,液压动力滑台的运动是靠液压系统驱动的。图1a为双面单工位组合机床原只有一工进速度的动力滑台液压系统图,由于左、右液压滑台工作油路相同,只画出一个液压滑台的油路。这种液压回路只有一个工进速度,调速范围窄,生产效率低;且液压回路复杂,油路多,集成阀块庞大,液压故障不易查明,安装维修困难。

图1 动力滑台液压系统图
2 双面单工位组合机床动力滑台两工进速度新回路
针对原回路存在的缺陷,设计了一种两工进速度换接新回路。图1b为双面单工位组合机床改进后的两工进速度换接的动力滑台液压系统图。图2为双面单工位组合机床工作循环示意图。
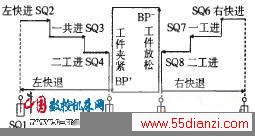
图2 双面组合机床工作循环示意图
2.1 新回路的组成
与旧回路相比,新回路增加了一个由定差减压阀10,节流阀11、12集成的组合阀,一个行程开关SQ4,把旧回路的一个行程阀7和一个液控阀9换成2个由行程开关控制的换向阀7、8。
2.2 新回路工作原理
设置一两位转换开关,可使液压系统处于自动和手动控制状态。
其电磁阀动作顺序见下表,工作原理如下。
新回路电磁阀动作顺序表

本文关键字:控制系统 机床,应用领域 - 机床
上一篇:数控加工装备与先进加工技术






