摘要:本文介绍了旋转编码器在我厂珩磨机试造中的首次应用,阐述了采用旋转编码器做珩磨机往复行程和换向控制的方法。为我厂(国内)数控珩磨机的开发(提高)奠定了基础、积累了经验,具有一定(较高)的推广价值。
关键词:旋转编码器 数控珩磨机 复行程精度
1.引言
珩磨机的往复行程精度控制一直是制约珩磨机高速化发展的瓶颈。本文介绍一种利用旋转编码器发出的脉冲做CPU计数脉冲方法来实现对珩磨机往复行程的精确控制,从而对珩磨机床品质的提高发生质的飞跃。
以往的珩磨机行程控制是靠机械链轮将直线运动转化为旋转撞块的碰撞或滑块的碰撞来改变珩磨机往复的换向,往复的行程是靠调整滑块、撞块的位置来实现的,它有诸多不便:
(1)由于人工操作,往复行程很难调整到理想的位置,调整起来也不方便。(2)加之滑块碰撞有磨损、松动之嫌,往复反向时容易引起重复定位精度偏差过大。(3)需要经常校正撞块的位置。(4)往复要求小行程时,无法设置。(5)由于接触式碰撞容易损坏器件,造成维护成本过高。为此我们在数控珩磨机中采用旋转编码器来做控制元件,成功地克服了上述缺点。
2.编码器的选型
大家知道旋转编码器发出的脉冲分A相脉冲和B相脉冲,有了A、B两相脉冲,PLC的CPU高速计数输入端就可根据A、B两相脉冲到来的顺序,判断旋转编码器是正向旋转还是反向旋转。若设定旋转编码器正向旋转为加计数,那么反向旋转就为减计数,由于本机床使用的是欧姆龙CJ1M可编程序控制器,它带有一个100kHz的高数计数单元,这就对它的接收脉冲频率要给予限制,以此为依据对编码器选型。一般珩磨机的往复速度在3~30m/min,即最大往复速度为500mm/s,假设编码器由带轮直联带动,编码器带轮直径为60mm,编码器带轮周长L=πD=3.14×60=188.4mm,则编码器最高转速为500mm/188.4mm/s=2.65r/s,若编码器每转输出脉冲为10000P/R,则编码器最高频率为2.65ı10000P/R=26.5kHz,远小于100kHz,本机床选用编码器为OMRON E6B2-CWZ6C-2000P/R,每转能输出2000个A、B脉冲,而CJ1M的CPU对高速输入端的脉冲取上升沿和下降沿的跳变信号做计数信号,这相当于对旋转编码器发出的脉冲信号有四倍频的作用,即旋转编码器旋转一转,CPU的高速计数单元按2000P/R×4=8000P/R计数,即使这样也不会超出CPU的最高计数频率,因此不需要另加其它高速计数单元硬件。
3.高速计数单元的设置
CJ1M型可编程序控制器的高速计数输入端有线性和循环计数方式之分,本机床计数输入端按差相线性计数方式设置。
4.原理
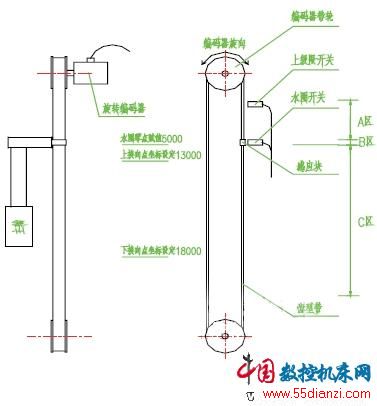
将珩磨机往复全行程上、下换向点,水圈位置的坐标数值分别以十进制数(16进制需转化)放置在CJ1M数据寄存区不同的DM地址中,以这些数值为目标值,高速计数输入端传送来的累加计数或累减计数值为当前值,用当前值与几个目标值进行比较,比较的结果发出中断,控制主轴往复是向下换向还是向上换向。(示意图见附图)