KDF2滤棒成型机组的甘油上胶系统是控制滤棒硬度的关键装置,实时控制甘油喷涂量与丝束运行速度的同步变化,保持单位面积丝束上甘油喷涂量的稳定是控制滤棒硬度的关键因素传统的KDF2上胶方式采用毛刷旋转的离心力将甘油以小液滴的形式甩涂到运动丝束表面,小液滴的颗粒尺寸不均匀,且毛刷旋转速度与丝束运行速度不同步,难以实现甘油的均匀喷涂,无法保证滤棒硬度的稳定,造成大量的打跑条丝束浪费,产生大量的滤棒废品。
本文设计开发了一种基于PLC伺服和触摸屏控制的甘油雾化喷涂系统,采用甘油雾化技术和伺服系统控制技术,通过位置、速度和电流的三闭环PID控制伺服系统跟随丝束运行速度,自动调节喷涂活门开度,调节甘油喷涂量,实现甘油的均匀喷涂.系统运行的实测数据分析结果表明,该系统实现单位面积丝束的甘油均匀喷涂,滤棒硬度达到国家标准且稳定,极大地减少了打跑条丝束浪费和滤棒废品。
1 甘油雾化喷涂原理
甘油雾化技术是将一定温度的甘油在一定压力下,通过压力式喷嘴射流,使甘油雾化成颗粒尺寸均匀的微小液滴,多个喷嘴均匀排列,产生长方形的向上喷射面,喷射面穿过活门打开的窗口面积喷涂于运动丝束表面.只要有效且稳定地控制甘油温度,就可以保障甘油的黏度和流动性;有效且稳定地控制甘油压力。就可以保障雾化颗粒尺寸和喷嘴流量,稳定长方形的向上喷射面积.只有当丝束运行速度稳定,喷涂在丝束表面的甘油量就稳定且均匀.甘油雾化喷涂系统主要由温控油箱、增压泵、集油盒、7支丹佛斯OSF66实心雾化喷嘴、伺服控制系统和喷涂活动门构成,压力选择控制在(9.0±0.5)Pa,甘油温度控制在(38±2)℃,喷嘴孔径为0.2 mm.温控油箱控制甘油温度。增压泵和集油盒控制甘油喷涂压力,OSF66实心雾化喷嘴实现甘油雾化喷射。
伺服控制系统对活动门(简称活门)的控制是实现甘油喷涂量控制的关键.活门打开的窗口面积称为活门开度,开度越小,穿越活门窗口面积的甘油喷射面越小,喷涂到运动丝束表面的甘油量越少;反之,开度越大,喷涂的甘油量越多.显然,只要用伺服系统精确控制活门开度就可以精确控制甘油喷涂量。
2 甘油雾化系统硬件及工作原理
甘油雾化系统采用三菱FXlN--40MT PLC和MT6070触摸屏作为主控制器,该系统由PLC、触摸屏、伺服控制系统、活门、FX2N一4AD模数转换器、继电器、电磁阀、增压泵和加热器等构成.控制系统硬件结构如图1所示。
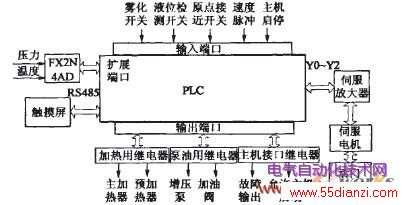
PLC作为控制系统的核心,完成模拟量输入、开关量输入状态检测、开关量输出控制以及整个系统的过程控制.触摸屏实现人机界面,完成相关数据、信息、状态显示和参数设置,与PLC通信,进行数据交换和相关控制.模数转换器将集油盒压力和油箱温度传感器数据送往PLC控制器。
系统工作原理如下:系统控制电源接通后,首先初始化PLC和触摸屏;然后,PLC自动检测系统的启动条件,甘油温度和甘油液位是否达到有效设定值、伺服系统是否存在故障、活门是否位于原点.若启动条件不满足,系统相应地启动甘油温控系统调节油温,启动加油系统调节甘油液位,自动复位活门原点,或者系统报警并禁止雾化工作;若启动条件满足,且雾化工作开关打开,PLC控制系统允许主机启动,打开增压泵和预加热器,检测主机速度脉冲并计算丝柬运行速度,伺服系统根据丝束运行速度实时同步调节活门开度,带压甘油输送到喷嘴集油盒,经集油盒均匀分配到7个喷嘴雾化喷出。
3 伺服控制系统
伺服控制系统由伺服驱动器、伺服电机和齿轮齿条构成,主要完成活门开度的精确控制,是实现新型甘油自动喷雾喷涂系统的关键技术。
约束运行速度与主机速度成正比关系,伺服系统控制技术以主机速度为跟踪量,将采集到的速度信号送到PLC控制器,由PLC将对应于主机速度的脉冲数和脉冲频率发送到伺服放大器,执行相对/绝对定位操作,控制伺服电机的正反方向转动,进而通过齿轮齿条精确控制活门的开度.显然,在丝束运行速度稳定条件下,活门开度与单位面积上喷涂的甘油量成正比.在开度不变条件下,丝束运行速度与单位面积上的喷涂量成反比.所以,控制活门开度可调节雾化丝束表面的甘油量。
3.1 位置伺服控制模式
伺服驱动器位置控制模式原理框图如图2所示,这是一种典型的位置环、速度环、电流环三环控制结构.FXlN PLC可输出最大500 kHz的高速脉冲,根据实际需要,在雾化操作过程中,将产生30kHz的高速指令脉冲,如图3所示.PLC给定脉冲信号,Z1为设定的活门开度所对应的高速脉冲数,而编码器反馈回的电机实际转动脉冲数为咒,脉冲误差信号。一九经过位置调节器PID调节后,输出转子转速给定信号,实际转子转速信号叫由编码器给出,速度误差信号作为速度调节器的输入,再经过PID调节后输出伺服电机交轴电流信号。(相当于电机电磁转矩给定信号),与实际交轴电流信号i比较得出交轴电流的误差信号,通过电流调节器输出电压型逆变器的PWM控制信号,使伺服电机按给定脉冲数运行,经过齿轮齿条的传动控制活门开度.同时,利用驱动器的位置斜坡功能,在位置指令脉冲急剧变化时,实现电机平稳启动和停止。
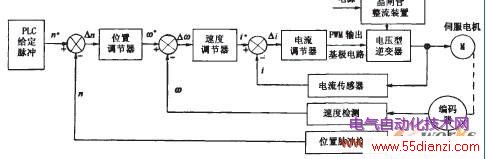
图2 伺服驱动器原理框图
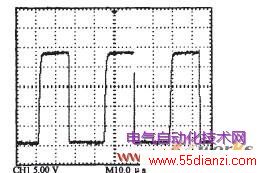
图3 PLC输出的30 kHz脉冲波形
3.2 电子齿轮比
伺服放大器的参数设置直接影响活门伺服控制,主要包括电子齿轮比、控制模式和指令脉冲选择等.电子齿轮比的设置是极其重要的,直接决定系统精度.电子齿轮比的计算公式为:
![]()
3.3 活门原点定位
当开启主机并执行活门原点定位时,PLC产生速率为2 000 Hz的反转指令脉冲,传送给伺服放大器并驱动伺服电机使活门快速返回原点;当采集到原点接近开关信号时,以200 Hz低速率的指令脉冲传送给伺服放大器,使伺服电机减速并停止,活门实现原点定位.活门原点定位精度可达0.1 mm。
由于原点定位接近开关的检测距离与灵敏度的影响,若系统长期运行将会导致活门原点位置发生较大偏移,因此,需对活门原点定位进行修正,消除计误差.因此,当执行活门原点定位时,PLC先检测活门是否位于原点,若活门位于原点,先执行活门正向移动5 mm操作,再执行回原点操作。
4 PLC程序设计
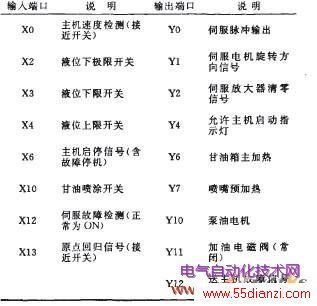
甘油雾化系统有正常运行和系统维护2种工作模式.在正常运行模式下,系统完成系统初始化、甘油雾化、状态显示、雾化甘油量调节和故障诊断等功能.在系统维护模式下,系统完成活门点动、雾化点动测试和甘油开度曲线测定等功能,方便检测系统运行特性和实现对系统的测试维护工作.PLC的I/0端口资源分配如表1所示。
表1 FXlN一40MT的l/o资源配置
控制系统程序采用模块化编程,结构清晰,调试方便.根据功能、控制对象的不同,系统分为自检模块、参数设置模块、故障识别处理模块、停机模块、流量调节模块、系统维护模块、甘油加热子程序以及雾化子程序.主程序的功能是检测各按钮及故障报警状态,在需要的时候调用各个子程序,以完成相应的控制功能。
PLC控制系统主流程如图4、5所示.系统自检模块完成通信检测、液位检测、伺服系统状态检测和活门原点检测,确认设备状态正常后,PLC才会按指令继续运行.参数设置模块实现相关参数的修改,保证系统运行的可靠性和精准.故障识别处理模块完成故障的处理工作,当系统出现故障时,错误信息会传送至故障模块,由故障模块将其错误的性质、类型和严重性做出判断;当一般故障时,仅向人机界面发出错误提示信息,当错误严重时,调用停机处理模块,中止生产并发出警报.流量调节模块是用户根据丝束材料的不同,微调活门开度,实现雾化工艺效果的调整.甘油加热子程序实现温度检测、加热控制和加热系统故障诊断3个功能。






