安全线就是在造纸的过程中采用特殊技术在纸张中嵌入两条较薄的金属线或塑料线。近年来,许多国家还在安全线上加进了很多防伪技术,如印有缩微文字的安全线、有磁性和全息特征的安全线、开窗式安全线等。安全线属于可靠性、独占性良好,且易于识别的一线防伪技术,防伪性高,在目前的纸币防伪中占据了很重要的地位。安全线上磁性编码的合格与否关系着纸币的真伪,因此磁性编码检测在纸币印制过程中显得尤为重要。
文中应用交互性好的人机界面(HMI),可以精确定位机械运动位置的伺服控制技术和功能强大、成本低廉、可靠性高的可编程控制器(PLC)为控制核心,设计了专门用于纸币安全线磁性编码检测的控制系统。
1 系统介绍
1.1 编码检测系统的原理
该系统的传动示意图如图1所示。图1中,进纸辊与搓纸辊之间采用齿轮传动。该系统的工作原理为:合上安全开关,仪器上电;启动工控机检测程序,并根据待测大张纸币种类调节磁头位置后,按下启动按钮,辊子以正常速度正向运转;放入待测纸币,利用前规对齐纸币前沿;待探纸传感器信号稳定后,前规延时被凸轮顶起,纸币被带入仪器内,纸币完全通过后,前规延时放回;当纸币前沿到达对射式传感器后,利用PLC对安装在收纸辊上的旋转编码器进行脉冲计数,PLC延时送出采样触发脉冲给工控机;纸币上的编码匀速划过检测磁头,磁头采集信号送回到工控机,分析输出检测结果。暂不需要检测时可按停止按钮停止传动。如在纸币的传送过程中发生堵纸意外,后部的堵纸传感器能够及时准确地发出信号至PLC,此时,一方面在触摸屏上会显示堵纸报警,另一方面控制传动立即停止,操作人员进行手动操作将纸币退出,完全退出后用堵纸复位按钮停止传动的反转并复掉堵纸的报警。
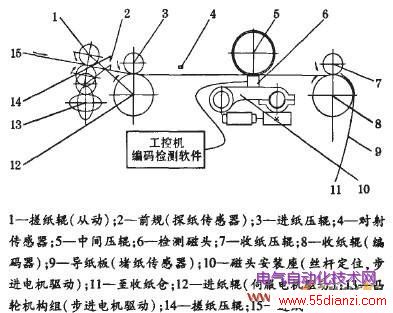
图1 磁性编码检测系统传动示意
为安全起见,系统设有“急停”按钮和“系统复位”按钮。当突然发生意外情况或严重故障时,可按下“急停”按钮,所有设备立即停止运行。若系统出现不正常情况或急停时,按下“系统复位”按钮,纸张无论当前处于哪个位置,都会返回初始点;无论在那种操作方式,都会处于无选择方式状态;急停后,必须将故障解除,系统复位才有效。
检测完成后,按下取纸按钮,收纸仓上升,用户将纸取出。
1.2 系统流程图
系统控制程序的流程图如图2所示。
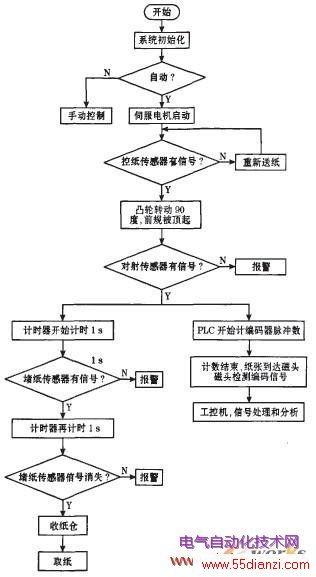
图2 控制系统流程图
1.2 控制系统结构图
该系统的结构图如图3所示。
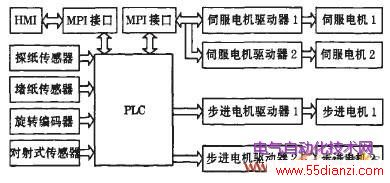
图3 控制系统结构图
1.3 硬件选型
根据控制工艺要求,综合I/O点数,眦采用S7-200系列CPU226。考虑方便与PLC的兼容性,触摸屏采用11P177A.因为要用串口对伺服电机进行精确控制,伺服系统采用SGDM系列。该系列的伺服电机具有专门进行串口通信的CN3口。旋转编码器和步进电机采用韩国产品。传感器采用E3Z系列光电传感器。
2 控制系统软件设计
控制系统软件主要包括3部分:PLC控制软件、触摸屏组态软件和检测软件,具有2种控制方式自由选择切换,即手动调试和自动方式。PLC采集传感器信号,从而控制下一步动作的出发,堵纸时发出报警信号。
通过触摸屏与PLC之间RS-485通信电缆的通讯功能,点击触摸屏向PLc发出各种控制信号,PLC接到指令信号后执行运算与控制任务。采用手动方式时系统进入手动工作状态,用触摸按钮控制步进电机和伺服电机的起停、正反转等动作。为保证系统的安全运行,在手动程序和自动程序中设置了一些必要的联锁控制。自动运行时,先选择设置好控制参数并确认无误后,运行系统即可进入自动控制触摸屏组态软件,设备自动完成一次处理过程。操作人员可以通过触摸屏向PLC发出各种控制命令,还可同时将PLc的各种实时数据采集回来,在触摸屏上用动态图形表示出来,实现对生产过程的监控。
2.1 PLC程序设计
PLC的程序设计在其编程运行环境STEP-7下可用梯形图(LAD)或语句表(STL)进行,编译通过后用PPI电缆下载到PLC。在PLC程序的编制过程中,通过一个串口(即MPI接口)实现对2台伺服电机的控制成为整个软件设计的难点和重点。
PLC与伺服驱动器的通信是从上位机发送命令,根据伺服驱动器的应答来进行。PLC通过指令对伺服驱动器的相关内存单元进行操作,从而达到控制电机的目的。利用S7-200 PLC中的发送(xMT)和接收(RcV)指令实现。
该系统的通信协议采用主从方式,PLC永远是主控者,伺服驱动器只是被动接收者。上下位机都采用数据帧的形式,按照下述帧的格式发送或接收数据。对协议规定如下:
(1)PLC每发一帧命令,采用如下过程:清空发送与接收缓冲区→发送命令→等待→超时错→退出报错→接收到应答帧→判断正误→退出。
(2)PLC每发一帧命令必须收到应答帧后才能开始与伺服驱动器的下一次通讯。
(3)PLC有2个RS-485口,选用任意一口与伺服驱动器通讯,在通讯前必须先对该端口进行初始化。
(4)PLC方命令协议如下:
帧头标志Ox57(1B)+轴地址n1(1B)+命令标识c1(1B)+操作数内存区a1a2a3a4(4B)+操作数d1d2d3d4(4B)+校验码s1s2(2B)+结束标志OxOD(1B)
(5)伺服驱动器方应答协议如下:
帧头标志Ox57(1B)+轴地址n1(1B)+命令标识c1(1B)+操作数内存区a1a2a3a4(4B)+操作数d1d2d3d4(4B)+校验码s1s2(2B)+结束标志OxOD(1B)
(6)校验码s1s2的计算方法如下:
根据指令Wn1c1a1a2a3a4d1d2d3d4s1s2[CR],将n1c1+a1a2+a3a4+d1d2+d3d4按照16进制数相加后取补码即是。
例如,设定电机转速为1 000 r/min,轴地址=0。转速在驱动器内存地址Pn0304中设定,所以命令帧和应答帧如下:
指令:W01030403E80D[CR]
应答:W01030403E80D[CR]
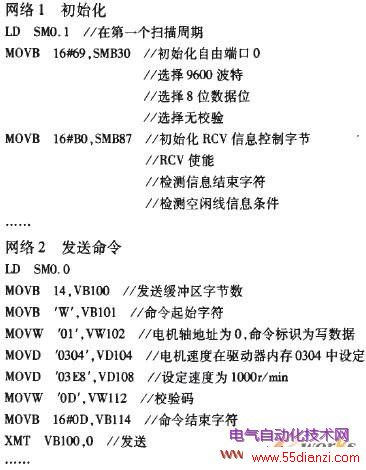
PLC程序的编制过程为:初始化自由端口后分别开辟发送缓冲区和接收缓冲区,将命令按字节依次存入缓冲区,然后执行发送命令,同时监听接收缓冲区。接收到应答帧后进行判断,正确后进行下一条命令的发送工作。程序片段如下:
2.2 HMI组态软件设计
触摸屏作为控制级的人机界面,具有直观、灵活、操作简便等优点。操作指令通过RS-485协议送入PLC,再通过PLC控制软件对该指令进行处理,发布驱动命令信号。触摸屏软件的开发使用专用工具SIMATIC Wincc flexible,软件的设计包括创建画面和信息,并将它们和PLC相连。具体概括为3个步骤:界面的可视化设计,设定变量,设置通信参数。
用户通过触摸屏可以实现选择产品型号、设置电机转速、手动控制、纸张计数等功能。根据工艺要求设计了主界面、电机参数设置界面、产品型号选择界面、报警界面和手动操作界面。各界面间可相互切换,操作方便。
2.3 检测部分软件设计
检测部分的软件根据客户要求,使用LabVIEW编制,完成了对纸币安全线磁性编码的采集、分析和处理,并根据分析结果判断纸币合格与否。
3 系统性能特点
完成软件的设计以及机械部分的生产后,进行了反复调试,并对系统进行了试验运行监测,该系统有如下特点:HMI与PLC的配合使用,可以替代按钮和指示灯等外部器件,不仅可以节省PLC的输入点,还使操作变得简单直观,同时保证了系统的可靠性,使系统的诊断和调试易于实现;通过串口控制伺服电机,使得转速更加精确,而且实现了同一个串口对多个伺服电机的控制;该系统用于采集磁性编码的磁头间距可以调整,因此可以完成多种规格的大张纸币磁码检测。
4 结束语
目前该系统已经在某印钞公司投入使用,运行结果证明:设计可靠,操作方便,整个系统控制性能稳定,监控功能较完善,纸张传送平稳,监控效果较好,磁头能够完整地检测到磁性编码,工控机中的检测软件能够对编码进行准确地分析。
另外,系统所采用的PLC、HMI和伺服控制技术结合的控制方式可以作为—种通用的控制方式向自动控制领域扩展,非常适合于有大量参数设定和显示的工业系统中。系统所采用的串口控制伺服电机方式可以向多个伺服电机扩展。触摸屏和PLC的联合使用,简化了现场操作,提高了控制程序和人机界面的灵活性,使系统性能更加安全可靠,具有广阔的应用前景。






