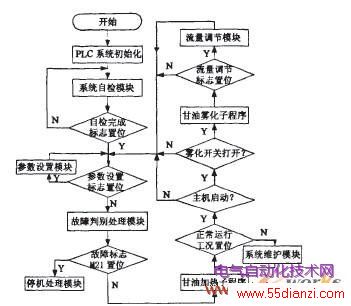
图4 PLC控制系统主流程图
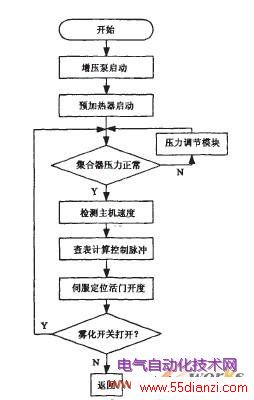
图5甘油雾化子程序流程图
同时启动喷嘴预加热.检测集合器压力,若超过设定时间,压力仍低于设定下限,则置位增压泵故障;若压力超过设定上限,则置位喷嘴堵塞故障.若温度和压力正常,采用PLC的专用SPD指令测量主机速度(编码器脉冲输出信号),根据主机转速与活门开度脉冲对应关系,计算伺服电机转动所需的指令脉冲数和脉冲频率,并发送给伺服定位模块,精确定位活门位置。
5系统测试与分析
香烟滤棒硬度达标的范围为88士3.4%.过程能力指数cpt常用来衡量滤棒的硬度。
式中:叉为滤棒硬度期望值;S为滤棒硬度的标准偏差.若C≥1.40,则甘油雾化效果好。
在昆明某卷烟厂,系统运行在不同速度档次,在每个速度档次,随机抽取20支滤棒进行测试,硬度指标的测试结果如表2所示。
表2 不同速度下滤棒硬度实测数据
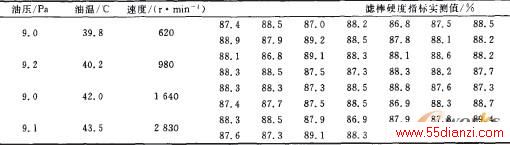
根据式(2)计算可得,在不同速度档次,滤棒硬度过程能力指数Gk分别达到了1.51,1.88,1.86,1.62,均超过了I.40的预期目标.与改进前的毛刷喷涂工艺相比,打跑条和手动剔除导致的甘油和丝束浪费极少。
6 结论
采用PLC和触摸屏做主控制器,设计制造的新型甘油雾化喷涂系统由伺服控制系统和喷涂活门控制甘油喷涂量,实现甘油的均匀喷涂,解决了采用毛刷甩涂的传统KDF2滤棒成型机组甘油上胶系统喷涂不均匀的不足,实现了设计要求的各项性能指标,自动化程度高,运行稳定可靠,对滤棒加工生产性能的提高具有极其重要的实用价值。






