闭式床身结构的SPT120-12A型汽车纵梁数控平板冲孔线,是汽车纵梁平板毛坯冲孔的高效、高精度加工设备,具有非常高的稳定性和长期使用寿命。
SPT120-12A型汽车纵梁数控平板冲孔线是为汽车的纵梁平板毛坯冲孔而设计的一种高效、高精度的板材自动化加工设备,上料、下料、板料的定位及送进、模具的选择、冲压过程的实现以及故障报警等均能够通过数控系统控制自动完成。
设备组成
图1所示为该生产线设备总装配全貌。SPT120-12A型平板数控冲孔机是汽车纵梁专用加工设备。它由以下几个部分组成:主机部件、上料部件、上/下料送进夹钳部件、上/下料工作台、对中装置、液压/气动/润滑系统、电气和地基等。

图1 SPT120-12A型汽车纵梁数控平板冲孔线
工作原理
SPT120-12A型汽车纵梁数控平板冲孔线由自动上料电磁吸盘将板料从上料侧移动料台上移到上料辊。首先对板料进行板端定位,后自动上料对中装置将板料对中后,夹钳将板料夹紧,确定板料在机床坐标系中的位置,X1方向送进机构带动工件移动。而后按照自动编程生成的程序,通过X轴和Y1轴的协调运动达到待冲孔位的精确定位,通过控制Y2轴来完成自动换模,通过控制液压冲孔单元的主阀,控制油缸活塞的上下运动,从而实现对板料的冲压加工。加工的废料由排屑机输出到废料小车中。成品由下料夹钳夹持,X2方向送进机构带动工件移动到达指定位置,由推料装置将板料从下料辊推移到下料侧储料框上,由行车吊走。
关键设备
1.上料台车及吸盘上料机构
本机上料侧有一个电动台车,上料电动台车可通过按钮控制运行至线外,装载行车吊运的板垛后,再运行至自动上料位置,准备执行自动程序。
吸盘上料机构是自动上料部分的C型结构件,该装置完成上料动作吸盘架上安装有10个电磁吸盘,用以吸持板料;串联液压缸保证吸盘架同步升降,整个吸盘装置前后横向移动由一个水平液压缸驱动,三根精密直线导轨导向运行平稳,保证两端同步。
电磁吸盘工作特点:正向通电励磁,反向通电消磁,(突然)断电磁力保持,由此保证安全可靠。
当电动送料台车停在指定工作位置后,吸盘下行从台车上吸住板料,而后上升,将板料水平运送至上料支撑辊上方,再将板料放在上料支撑辊上,然后吸盘返回初始位置,等待信号开始下一个工作循环。
2.上料送进部件
由送料工作台、X轴传动机构、送进夹钳和对中定位机构等组成(图2)。

图2 送进部件、上料台车、吸盘上料总装配
(1)送料工作台。送料工作台(图3)由上料台架、上料辊、对中装置和送进夹钳等零部件组成。上料台架安放在上料部件C型开口床身内侧下面的平面上,结构简洁、重量轻。上料台架的下面安装有调整地脚,即便于安放床身,又能方便调平上料台。
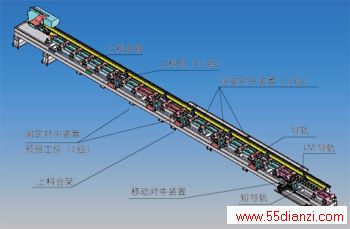
图3 上料工作台
(2)上、下料送进夹钳。本机上料工作台和下料工作台各有一个夹钳送进机构(图4),二者结构对称。送进由伺服减速电机驱动,当板料经移动对中定位后,送进夹钳推送板料到达指定位置――板前端定位于X2轴夹钳口,到位发讯后移动对中前伸后对中完成,这时张开的X1夹钳夹紧板料,准备送进冲孔;当板料到达主机出料侧时,下料送进开始动作,同样是夹钳夹紧板料,由电机控制开始送进。
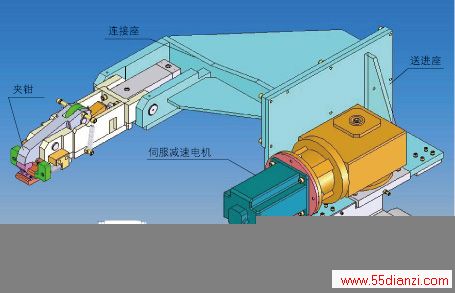
图4 上料送进夹钳(下料夹钳方向相反)
(3)固定对中定位装置。固定对中定位装置(图5)共有5组,每组由底板、电机传动装置、双向丝杠、对中定位柱、中间定位孔销以及刻度尺等组成。当吸盘将板料吸放到工作台上后,固定对中定位装置和移动对中装置开始起作用。
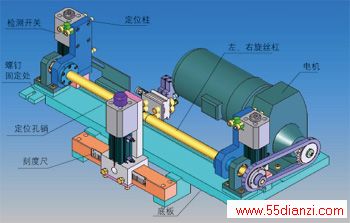
图5 固定对中装置
固定对中装置是指在工件(板料)的冲孔过程中是固定的,而为了适应不同长度规格板料的对中需要,我们为用户提供了5组满足客户要求的对中位,同时为客户预留出2组对中工位。5组安装好的固定对中装置,均有独立控制线路,可根据不同长度的板料,选择相应的对中装置配合板料前端的移动对中执行对中操作。
对中时,电机控制双向丝杠旋转,从而带动定位柱同时向中间移动完成对中。中间的定位孔销,在板料上有定位孔时用来定位,并有下端的刻度尺作为辅助。对中定位完成,夹钳夹持板料后,固定对中定位装置松开,恢复原来状态。
(4)移动对中定位装置。移动对中定位装置(图6)的对中部分的结构和工作原理,与固定对中装置的对中部分基本相同,只是在结构上多了一个气缸及滑块。

图6 移动对中装置
当板料就位后移动对中和固定对中同时起作用,对中完成后,固定对中恢复原来状态,移动对中夹持状态保持不变。移动对中装置在冲孔阶段内跟随夹钳送进装置移动,转为2支夹钳夹持板料进行冲压工作后,移动对中装置对中部分恢复原来分开状态,并由气缸将其拖回原来初始位置。
3.主机部件
SPT120-12A型的主机部件为闭式液压机(图7),主要是完成机床的核心功能――冲孔。它由闭式床身、模具库(图8)、废料处理装置和前后导料架等组成。

图7 主机
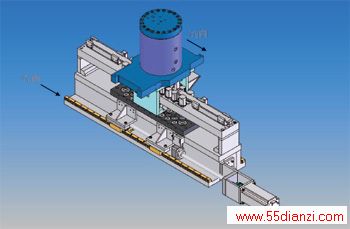
图8 模具装配
闭式床身强度高,保证了冲压时所需要的精度稳定性。
如图7所示结构,中间部分是主油缸,连接有丝杠和导轨,下端连接打击头,丝杠的一端连接有伺服电机(Y1轴),伺服电机驱动主油缸和打击头在导轨上移动,选择下方模位,准备冲压。
打击头下面是模具库,由Y2轴伺服电机驱动,进行模位定位,配合X向板料送进定位,完成孔位定位。定位后,可进行冲压工作。
其下方落料斗位于床身内,废料落到最下面的排屑机传送带上,并由排屑机将废料收集到床身外的废料小车中。
4.模具库
模具库由上、下模座和20套模具组成,通过3个运动来完成选模、选择冲孔位置和冲孔工作。首先是模具库的Y2向移动,这个运动完成模具沿板宽方向定位;然后是主机油缸的Y1向移动,使主油缸移动到选择的模具上方,准备冲孔;最后进行选模,模具库中前后共2排模具,各有1套选模气缸和选模垫块。每次选模,只有1个选模垫块伸入1个上模上方,表示此模具被选中。
模具装配主要由打击冲头,安装上、下模的上、下模座,电机,导轨,丝杠以及承载这些零部件的座架。上、下模座的连接是刚性的,它们可以连带上、下模具一起移动;下模座与底座之间保持间隙,下模座通过连接板与滑块连接在一起,底座与导轨连接在一起,这样通过滑块与导轨的滑动,来实现底座与下模座的相对滑动。冲裁力由底座承担,导轨和滑块不至于承受冲裁力,以保护导轨和滑块不受损坏。
在正常状态(不冲压的状态)下,连接板和过渡板的间隙是靠碟簧的张力保持的,大于底座和下模座的间隙。在冲孔的瞬间,下压力增大到足以抵消碟簧张力的程度时,底座和下模座间隙消除,而连接板和过渡板的间隙由大变小;当下压力变小至消失时,模座在碟簧张力的作用下上升,直到连接板和过渡板的间隙由小变大,底座和下模座的间隙恢复为止。这样的结构使冲裁力由底座承担,导轨和滑块不至于承受冲裁力。这种结构有利于自动选模,还可以保护导轨和滑块不受损坏。
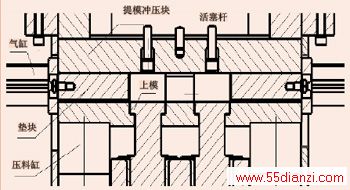
5.选模与冲压
图9中所示,中间部位的两排螺钉和一个定位销,将提模冲压块和油缸活塞杆连接在一起,提模冲压块和下面的压料缸连接。当前位置是油缸的上极限位置。
上一篇:汽车半轴锻造模具热处理工艺的改进






