焊接机器人由于具有通用性强、工作可靠的优点,越来越受到人们的重视,尤其在汽车制造业得到了广泛应用。下面介绍一下松下机器人汽车转向柱管焊接系统。
系统简介
焊接转向柱管的机器人焊接系统(见图1)由弧焊机器人本体、焊接电源、水平回转工作台、气动系统、夹具、清枪对中装置、控制系统、防护栏以及其他外围设备等构成。在该系统中,有1个焊接工位,为改善操作者的工作环境并确保操作人员的人身安全设有焊接防护栏。该防护栏设有光电保护、门开关等安全保护装置,同时与焊接机器人具有联动互锁功能。
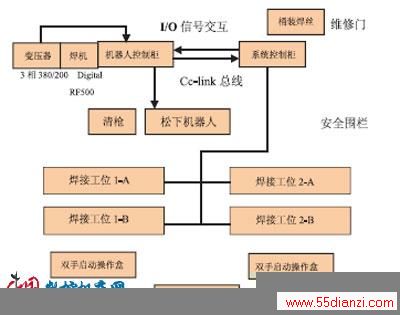
图1 焊接转向柱管机器人焊接系统的构成
1、焊接工作台、夹具
该系统有2个水平回转工作台(工位1、工位2);每个工位上装有两套夹具(夹具为气动与手动结合的形式),每个工位根据夹具情况既可焊接相同的工件也可焊接不同的工件,夹具具有快速互换性,工位体由cclink总线连接,更换时仅需重新连接通讯电缆和快插气管,系统做简单调整即可完成,既方便又可靠。系统由1台机器人完成焊接,机器人在工位1、2内侧夹具顺次进行焊接时,操作人员可在1、2工位外侧夹具装卸工件,然后按下夹具旁配置的预约启动按钮;当机器人在一个工位完成焊接后,自动转到另一个预约好的工位,焊接工位与装卡工位的变换由交流变频电机驱动。按预先编制好的程序实现各个焊缝的寻位、起弧、收弧的整个焊接过程。焊接完成的工位进行180°水平回转,实现工件的装卸。机器人可以自动按照示教器设定的数量进行焊枪清理。由于采用双工位,四套夹具同时工作,所以工件装卸所需时间不包含在生产节拍内,可实现高效率生产。
整个工件的焊接分两步在两套夹具上完成,交流伺服减速电机驱动工件旋转,第二步由交流伺服减速电机驱动夹具旋转。
2、电气控制系统
控制系统日本三菱FX2N-80MR可编程控制器为核心,主要由主控制箱、主操作盒、副操作盒和远程工作站等4部分组成。主控制箱是控制的中心,由PLC对整个系统进行控制与管理,主要完成对机器人、工作站、操作盒的协调控制。副操作盒由人机界面(三菱F940GOT)完成系统的设定、调整、监视等功能,主操作盒完成系统的启动、预约、停止等操作。
远程工作站为三菱cclink 通讯模块AJ65SBTB1-32DT。CC-Link(Control&CommunicationLink)在实时性、分散控制、与智能设备通讯、RAS功能等方面在同行业中遥遥领先。同时,它为用户提供多厂商设备的使用环境,是一种开放的网络。
3、机器人焊接系统
型号为松下VR-006GⅡ:可搬动重量为6kg,轴关节型产业用机器人Pana Robo VR-006GⅡ。
目前最先进的机型:6轴独立关节,运动平滑灵活,高效率、高可靠性,动作范围更广泛。
在行业界最先采用装载Windows CE系统的控制器:大型液晶显示画面更加清晰,中英文显示,配备IT通讯接口,可与因特网连接,使用64位CPU处理速度更快,通过选装最多可控制27轴,标准存储容量更大(可达40000点),可以同先进的数字焊机通信,数字化设定焊接条件。
高性能、数字化的机器人焊接系统:焊接品质监测功能(CO2/MAG焊接时),焊接摆动功能(6种类型),再引弧功能(CO2/MAG焊接时),粘丝自动解除功能(CO2/MAG焊接时),搭接功能,焊枪校正功能及其他扩展功能。






