һ������
��������ת�����һ���иߵ������õ��㲿������Ϊ��������ת��ϵͳ�ṩһ�ָ����ܵĶ���Դ����������ת������Ͽ��Բ���Խ��ת���������ԴӶ�ʹ�ü�ʻ���ʡ��ɲɰ���ת��ý������˾Ͷ�ʵ�ת����Զ�װ������Ŀλ���Ͼ��¸۾��ü�������������Ҫ�����γ������������õ�ת��á��������������ɶ�������ɣ���Ҫ������ͬ���豸������һ���Ĺ���������װ�����������������У���Ҫ��װ��ʱ��ѹ����λ�ƺ�ʱ��Ȳ�������ʵʱ��أ��������ϸ�Ĺ���Ҫ��֤װ������������ת����Զ�װ������������������һ���豸��������12����λ,��ʵ�ֲ�ͬ��װ�书�ܣ�������������ͼ1��ʾ��

����ϵͳ�Ŀ��ƶ��������Һ������ʽѹ���p�оߩpѹ��/λ�Ƽ���ǩp�ܷ�����ǩp�ۺϹ��ܲ����Ǻ�������˨š��ϵͳ�ȣ����ڸ�����λ�����������һ�����룬���������һ̨������PLC��Ϊ��������һ̨SIMODRIVER 611A�ŷ���������1FT5�ŷ����������í��λ�ķֶ�����ת̨���ƣ�������̨MicroMasterϵ��MMV37��Ƶ�����������ߵ����ϴ���ϵͳ����1�г��˸�װ����ʹ�õ�������S7-PLC�ͺż����ڸ�����λ�ķֲ���


����ϵͳҪ��
�������Թ�λWS1.1Ϊ���������豸�Ĺ������̡��ù�λ���������ѹ��˸ǣ�������������ť���豸�ȼ����з��õķ��������ȷ���о��Զ�����������ѹװ���̣�����ϵͳ������ѹ����������ͬʱOP3���������ʾ������Ϣ��ѹװ��ʼ��ϵͳͬʱ����CoMo II-S���ܲ����DZ�����ѹ����λ�ƽ��м�⣬���������̵�ѹ��/λ���������㹤��Ҫ��λ��һ���ķ�Χ�ڣ�����װ��ϸ���ɫָʾ������ѹ���˻أ��о��ɿ��������ת���µ��������ɫָʾ������������ϸ�ϵͳ��λ�������ȷ�Ϻ�ת���Ʒվ��
����Ϊ����ʵʱ���ѹ����λ�ƣ��ó������ʵʱ��ϵ���ߣ����ݴ˶Թ����������У�ϵͳ������Kistler��CoMo II-S���ܲ����DZ��������õ�ɺ͵�ѹ�Ŵ���������ʵʱ�ɼ�ѹ����λ����·ģ�������źţ��Զ�ѡ�����̺Ͳ�ͬ�����꼰��ѿ̶ȣ��ó��������ߣ����з�ֵ����������������λ�ȶ��ַ������ܣ����ɸ�����Ҫѡ��ͬ����϶Ը��ֹ��̽��з����ͼ�⣬��PLC�ӿڷ��㡣ѹ���ļ�����Kistler��ѹ��ʽ������������ɷŴ�����CoMo II-S�ɼ���ѹ��ʵʱֵ��λ����Novotech�ĸ߾���λ�ƴ���������������CoMo II-S�ɼ���ʵʱֵ����ѹ��һ����Ϊ����صı�����ѹ������ѹ��������Һ������ʵ�֣��������ɵ�ŷ����ơ�
��������ϵͳ��Ӳ����ɼ��������
�������ݸù�λ������/����źŵĵ���Ҫ��ѡ��CPU214 PLC��Ϊ���ƺ��ģ�����չ��һ��EM223������ģ�飬����22λ����������㣬18λ����������㡣Ϊ����ʾϵͳ״̬��������Ʋ�����ѡ����һ̨OP3������壬��PPIͨѶ�ӿ���CPU214���ӡ�����ϵͳ��Ӳ�������ͼ3��ʾ��


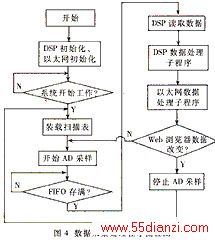
��������������STEP7 Micro/Win��д��OP3��ProTool��̬�����������á����Ƴ�����Զ����ֶ������֣����ֶ����֣�ͨ��OP3���Բ��������˶������Ķ���������ѹ�����оߵĶ�����CoMo II-S�IJ���ѡ������������ϵͳ���ԡ����Զ����֣����ж�����Ҫ��Ĵ�����ɣ������ж�����һЩ�ڲ���־�Ĵ���λ������PLC��OP3�佻����Ϣ��ͬʱҲʹ����˳��Ĵ���ָ�ʹ�����以���������ϵͳ�Ŀɿ��ԡ��Զ����ֵ�����������ͼ4��ʾ��
�ġ�������
��������ת����Զ�װ���߲���������S7ϵ��PLC���ƣ���������ϵͳ��������豸�Ŀɿ��ԣ�Ҳ�������˳�Ʒ�ʺͲ�Ʒ������ͨ�����������ϵͳ�����Ϳ���ʵ�ֶ��ֲ�ͬ��Ʒ��װ�䣬�ֳ��豸�Ĺ���״̬�Ͳ�Ʒ��Ϣ���ڲ����������ʾ�������������û��IJ�����ά������װ������2001��Ͷ�����������������ȶ��ɿ����ӹ����IJ�Ʒ��רҵ�豸���ϸ���ԣ�������������ȫ����Ҫ���ܵ����û��ĺ�����






