烙铁焊又称手工焊,它是锡焊技术的基础手段,由于它操作简便灵活,适应性强,因此在自动化焊接普遍应用的今天,仍然继续发挥着作用,在不断地改进和发展。它主张应用于下列场合:
1.机械自动焊接面的修补和加强。
2.整机组装中各部件装联焊接。
3.产量很小或单件生产产品的焊接。
4.温度敏感的组件和有特殊抗静电要求的组件焊接。
5.作为产品设计人员和维修人员的焊接工具。
鉴于烙铁焊是 焊接技术的基础手段,因此它是从事电子工业的工程技术人员必须掌握的一门基本功。
烙铁焊看似简单,但往往又是最难控制质量/最容易出现问题的环节。在实际中,必须根据焊接对象正确选择工具,焊料,认真地做好焊前准备,遵循焊接步骤,掌握焊接要领,才能确保每个焊点的质量。
1、工具的选择
烙铁焊的工具是电烙铽,要获得良好的焊点必须正确地选择它的功率和品种。
电烙铁的功率(指单位时间内消耗电源的能量)按日本标准规定在15---500W的范围内分10个档次。在实际生产中选择恰当功率的烙铁是很重要的,功率越大,容易对被焊件造成损伤;功率太小,不能达到焊接所需要的温度引起假焊,虚焊。所以必须根据别焊接的组件作出恰当的选择。
烙铁的品种主要分为如下几种:
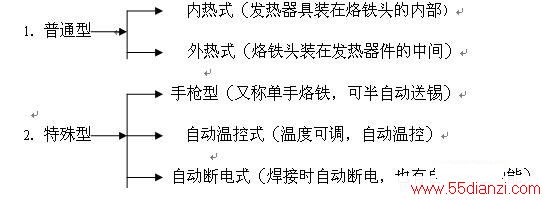
2、烙铁头的特性
烙铁头是直接与焊件接触的部分,其特性是很重要的,主要包括烙铁头部的温度,形状及腐蚀性。
1).烙铁头的温度
在恰当选择烙铁功率的同时,还需要正确地选择烙铁头的热容量(与载面积和长度有关)。选择是否恰当可通过测量头部的温度来衡量。
(1)烙铁处在待焊状态时,烙铁头的标准温度为330----370℃。在连续焊接时,即在前一焊点完成后,焊接下一焊点前烙铽温度应能恢复到上述规定温度。
(2)烙铁头与被焊件接触时,温度 下降恰当,在整个 焊接过程中,焊点的温度能处在240---250℃的最佳焊接温度。
2).烙铁头的形状
烙铁头的形状也是必须重视的问题,因为它是直接与焊件接触的部位,所以头部的形状应与焊接的大小及焊点的密度相适应,因为焊点是圆形的,所以一般应选择头部载面是圆形的,特别是在SMA的维修中使用的烙铽,更要注意烙铁头的形状。零件密集的用尖圆形的,零件稀少而且又焊点大可用扁形的。
3.焊料的选择
烙铁焊时所用的焊料是内带助焊剂(松香型)的管状焊锡丝,组成焊料的锡铅合金的含量通常为50-60%。为提高助焊效果,内藏的松香焊剂,也加入了适量的提高活性的添加剂,但应该严格控制氧离子的含量。锡丝的直径有0.5---2.4毫米,按直径不同分为8种规格,焊接时应根据不同的焊接对象选用,一般用量大的可选择较储粗的锡丝,反之则选用较细的。
4、烙铁焊接方法
1).焊前准备
焊接前的准备工作主要是对烙铁头的预处理。应在烙铁架的小盒内准备好清洁块(用水润湿),接通电源,待烙铁头部温度达到规定温度后,与锡丝接触,使烙铁头部(大约5-10毫米)表面均匀地覆盖一层光亮的锡层,即完成烙铁头的预处理。在焊接中若发现烙铁头部沾上焦化的焊剂及其它黑色残留物时,应随时在清洁块上擦拭,,使头部温度下降,再接触焊锡,使头部保持光亮的覆盖层,保证烙铁很好地传导热量和焊接点的清洁是至关重要的。
2).焊接步骤
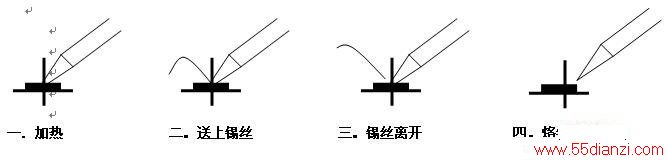
烙铁焊的操作动作可分为4步,要获得良好的焊接质量必须严格步骤进行。烙铁头接触工作-- -送上锡丝----焊锡脱离----烙铁头脱离焊点
按上述步骤进行焊接是获得良好焊点的关键之一。在实际操作中,最容易出现的一种违反操作步骤的做法是烙铁头不是先与工件接触,而是先与锡丝接触,融化的锡滴落在尚未预热的焊接部位,这样很容易导致虚焊和假焊产生。更为严重的是有的操作者用烙铁头沾一点焊锡带到焊接部位,这时助焊剂已完全挥发或焦化,失去了助焊作用。因此焊接时必须先与工件接触,先对焊接部位进行预热,防止产生虚焊的有效手段。
3).焊接要领
掌握焊接要领是获得良好的关键,一般焊接要领有以下几点。
(1)烙铁头与工件接触方式
工件通过与烙铁头接触获得所须温度,所以接触要掌握下列要领:
A.接触位置:烙铁头应同时接触需要相互连接的2个工件,烙铁一般成45度。应避免只与其中的一个工件接触和接触面积太小的现象。
B.接触压力:烙铁头与工件接触时应略施压力,以对工件表面不造成损伤原则。
(2)焊锡的供给方法:焊锡的供给方法要掌握3个要领即时间、位置、数量。
A.供给时间:原则上是工件升温达到焊料的溶解温度时立即送上焊锡。
B.供给位置:送锡丝时锡应接触在烙铽头的对侧,因为溶融焊锡具有温度高的方向流动的特性,因此在对侧加锡,它会很快流向烙铁头接触部位,以保证焊点四周均匀布满焊锡。若供给时锡丝直接与烙铽头接触,锡丝很快溶化,覆盖在焊接处,假如工件尚未达到焊接温度,必然形成假焊。
C.供给数量:要求在焊接部位薄薄地盖上一层焊锡,焊点圆滑,但又能看出内部工件的轮廓,俗称“皮包头”。总之锡量要适中,焊锡太多呈“馒头”状会掩盖假焊点;而焊锡太少会影响强度。对于需要支撑较重元器件(如散热器的支脚)或需要通过大电流的焊点(几百毫安以上),情况就应例外,焊点处须堆积较多的焊锡,一般称为加强焊。
(3)烙铁头的脱离方法
烙铁头脱离焊点的要领主要应掌握脱离时间和脱离动作2点,它对焊点的质量和外观有很大的影响。
A.脱离时间:观察焊锡已充分润湿焊接部位,而焊剂尚未完全挥发,形成光亮的焊点时立即脱离,若焊点表面变得无光泽而粗糙,则说明脱离时间太晚了。
B.脱离动作:脱离时动作要迅速,一般沿焊点的切线方向拉出或沿引线的轴向拉出,即将脱离时又快速的向回带一下,然后快速地脱离,以免焊点表面拉出毛刺。
本文关键字:手工 工艺技术,电子知识资料 - 工艺技术
上一篇:焊接技巧两则






