摘要:本文介绍了美国罗克韦尔ControlLogix5000及SLC500系列PLC和RSView32在膨润土防水毯(GCL)生产线中的应用,对自控系统的硬件组态和控制功能及其实现作了详细描述。
关键词:ControlLogix5000 SLC500 Device Net 远程监控 GCL
1 引 言
捷高科技(苏州)有限公司(CETCO)在环保产品和各种服务方面拥有超过70年的研究与市场推广经验。产品在满足国内市场的同时也频繁出口到亚太其他国家。CETCO生产的膨润土防水毯(GCL)在全球市场占有率超过60%。GCL系列产品被广泛应用于大量环保项目中,如生活垃圾填埋场,工业危险废物填埋场,矿山尾矿处理,油槽防漏,地下建筑和景观工程,地铁,隧道,水利工程等,在全世界拥有众多备受信赖的业绩。GCL生产线(应用ControlLogix5000 PLC)及热熔胶机系统(应用SLC 500 PLC)与RSView32软件配合实现了对整条生产线的远程监控,构成一条全自动生产线。本文将对其基础级自控系统进行详细介绍。
2 生产工艺简介
CETCO的生产线为完全进口设备,针刺机由国际著名非纺织设备制造商专门为CETCO设计制造,采用多项专利技术。与之配套的电气控制部分完全是由美国罗克韦尔公司提供的集成式智能化IntelliCENTER马达控制中心MCC;选用当前先进逻辑控制模块,具有远程控制、诊断功能,方便全球专家对系统维护及抢修;所有运动部件都可实现数字控制,达到快速、准确、稳定的效果。是目前国内唯一一条整个生产过程均由电脑进行全程监控的GCL生产线,最大限度的降低人为因素而导致可能的失误。
整条生产线(见图1)包括放卷设备、撒土设备、针刺机、切边设备、收卷设备等等。控制系统大量使用了罗克韦尔公司的PowerFlex70系列变频器,用于生产工艺中所需变频调速的电动机。该类型变频器具有Device Net通讯功能,大大方便了整个控制系统的通讯和保证系统的稳定性。生产工艺主要为:首先,放卷设备将无纺布和编织布放卷;其次,送料系统将膨
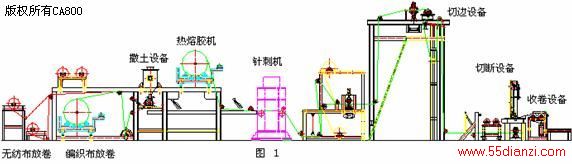
图1 膨润土防水毯生产线
润土送到撒土设备;然后,撒土设备将膨润土均匀撒在编织布上以后覆盖无纺布再经过针刺机以不同频率进行针刺,切边设备再将其左右两边进行修整,使产品更加整齐美观;最后,由长度测量系统控制每一卷长度,切断后收卷、包装即完成了一卷膨润土防水毯的生产。其中,热熔胶机只在生产带膜产品时投入使用。
3 系统构成及配置
(1) 系统结构
整个控制系统分中央控制室在线计算机和远程监控室(生产办公室)计算机与ControlLogix5000(控制GCL生产线)和SLC500(控制热熔胶机)组成一个整条生产线的局域网,然后通过无线发射接收装置与公司服务器连接实现Internet远程监控功能。
该系统中ControlLogix5000通过Device Net网络与生产线中监控各个电动机的E3系列热继电器及变频器通信,实现控制电动机启动、停止及速度给定并采集各个电动机工作的电流和故障信息。
SLC500在控制热熔胶机时,亦通过Device Net网络控制两台变频器以达到两台胶泵转速的连续可调,并且通过固态继电器控制加热器使温度保持恒定。
ControlLogix5000和SLC500之间通信充分利用了SLC500 CPU模块自带的DH+网络接口与ControlLogix5000中的DH+网络通信模块1756-DHRIO连接构成了DH+网络以实现数据交换。
(2)具体配置
两台装有RSView32远程监控软件的高性能PIII作为上位机,分别放置于生产线(用于现场工艺控制)和办公室(用于远程监控)
・GCL系统
电源模块1块、CPU(1756-L55)、数字量直流输入模块(1756-IB16)5块、数字量交流输出模块(1756-OA16)2块、模拟量I/O模块(1756-IF4FxOF2F)1块、高速计数器模块(1756-HSC)1块、Device Net网络通信模块(1756-DNB)1块、DH+网络通信模块(1756-DHRIO)1块、EtherNet/IP网络通信模块(1756-ENBT)1块。
・热熔胶机系统
电源模块1块、CPU(1747-L542C)、Device Net网络通信模块(1747-SDN)1块、RTD热电阻输入模块(1746-NR8)3块及(1746-NR4)1块、组合式输入/输出模块(1746-IO12)1块、直流输出模块(1746-OB32)1块。
4 软件设计
(1) PLC软件设计
控制程序软件分别使用上位机软件RSView32及RSLogix5000(ControlLogix5000 PLC)和RSLogix500 English(SLC 500),操作系统为Microsoft WINOOWs XP。这里主要介绍一下GCL生产线PLC的程序。RSLogix5000编程软件的树型程序结构,易于创建管理任务程序和数据结构,使程序更具人性化,可读性强。 其中,我们将整条生产线程序命名为Controler Suzhou_GCL,然后将我们在程序中要使用的变量,以及PLC输入和输出点在控制器变量Controller Tags里定义,为了方便记忆,我们可以根据现实中的功能定义为别名(Alias Name),如产品实时长度我们可以定义为Current_Length。在控制器故障处理Controller Fault Handler中,我们要编写程序对控制器故障时,PLC需做出的动作。同样,在电源出现异常时,PLC需做出的动作也需要在上电处理Power-Up Handler中编程。
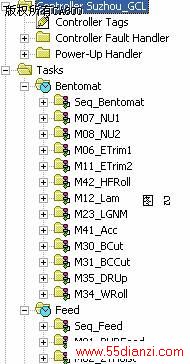
图2 控制程序软件
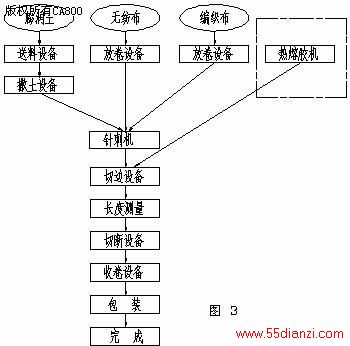
图3 生产工艺流程
在编制此程序时,根据生产工艺流程(见图3)在任务Tasks下建立了GCL生产线主工艺Bentomat、送料Feed等周期性任务与主任务Main Task共同完成整条生产线的自动控制。在主 任务Main Task中编写生产线启动、停止和子程序调用指令。然后我们按生产工艺流程将各种电动机分类到周期性任务里,在每一个周期性任务中细化程序。如在图2中,首先在GCL生产线主工艺Bentomat中建立顺序控制程序Seq_Bentomat;然后,编写此任务中所有电动机程序(控制及各种信息),包括两个无纺布放卷电动机M07_NU1和M08_NU2;两个切边电动机M06_ETrim1和M11_ETrim2;撒土电动机M42_HFRoll;加紧产品电动机M12_Lam;摆动杆驱动电动机M23_LGNM;加速滚筒驱动电动机M41_Acc;切断刀片驱动电动机M30_BCut;切断刀横向行使驱动电动机M31_BCCut;提升滚筒驱动电动机M35_DRUp;收卷电动机M34_WRoll。每台电动机分别包括变频器通 讯程序FVNR、报警程序Alarms、控制程序Control、电动机运行时间统计程序Hourmeter等等,这样使得程序系统性、可读性大大增强,方便程序变更和改进。例如,图4中为2吨行车电动机编制控制程序,因为它是送料设备,我们将其分类到周期性任务Feed中,命名为M02_2THoist,并在其中建立其功能程序和梯形图程序。
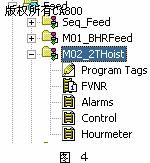
图4 2吨行车电动机编制控制程序
在GCL生产线中,要保证整条生产线有条不紊、可靠的工作,线速度的配合和顺序控制是系统设计的关键。与针刺机相关的辅助设备基本上都参与针刺机主电动机的联锁(因为送料系统有中间储存设备,并不影响产品实时生产,故无直接联锁,以增加设备的开机时间,提高生产效率),包括针刺机曲轴箱油泵润滑系统、撒土系统、收卷系统等。生产线运行过程中,在装有RSView32软件的监控计算机上可以更改每台电动机的手动和自动控制模式,并且可以读取该电动机的工作实时电流,如图5。当任何一台电动机出现故障,计算机上将会出现故障报警信息,并根据对产品质量的影响程度作出是否停止整条生产线的动作。维修人员将根据显示的故障信息及时排除故障,使故障的影响最小化,最大程度上增加开机时间。但是当现场产生报警停机时,在操作员确认并复位之前,将不能启动生产线。






