
图5 读取电动机的工作实时电流
另外,线速度配合是本条生产线的一个相当重要指标,主要表现在收卷加速滚筒驱动电动机A和针刺机出口滚筒驱动电动机B转速的配合。当A转速快于B,会造成驱动B的LG变频器因为过压(OV)而报警;当A转速慢于B,会造成产品堆积缠绕进滚筒,甚至拉断。因此,在程序设计中,我们采用了闭环PID控制,根据A反馈的转速转换成线速度,与B的当前转速对应的线速度在PLC程序内进行比较,然后PLC根据比较结果发出模拟信号给驱动A的变频器,使其转速做出相应变化以达到线速度的统一。
(2)RSView32软件设计
画面显示功能:为了使整条生产线一目了然,在操作画面中以主要生产工艺环节为基础,用简洁明了的线条组合,生成监控画面。另外可以灵活使用RSView32软件中Library(位于Graphics目录下) 的各种常用图形,不仅减少工作量,同时还增加了监控画面的美感。
(3)报警画面
当前报警使用RSView32软件的Alarm Bar功能,实时监控现场设备的运转情况,一旦出现故障,动态显示报警信息,使操作员第一时间得到信息以便采取措施。为了方便维修工检修和故障统计,运用RSView32软件的Alarm Summary功能,就可以轻松实现。
(4)组态画面
在主画面中,使用RSView32软件的按钮功能,将各个需要监控的画面分别对应到相应的标题按钮,在各个子画面中,在分别设置一个返回和各个画面的切换按钮,使页面转换变的简单易行。
充分发挥RSView32软件的标签占位符(Tag Placeholders)和参数(Parameters)功能,两者完美的配合,用最少的画面达到更多的监控功能,让程序设计者大大降低了劳动强度,达到了事半功倍的效果。由于GCL生产线中大量使用了电动机,并且每台电动机的操作(包括手动、自动选择;开、停机选择;正、反转向选择;复位和确认等)和显示(包括故障报警、电动机实时电流、状态)功能基本相同(见图5)。因此,为了更方便组态和程序的管理,我们依旧采用和PLC编程相似的处理方法,将各种标签(tags)分门别类,根据生产工艺自定义一些文件夹和变量名。这样,我们只需要做一个画面,来监控不同电动机。
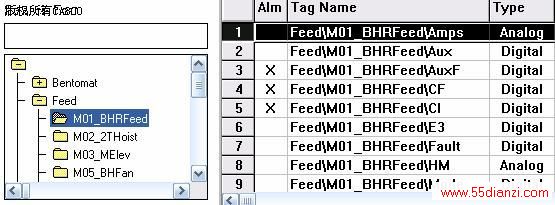
图6 监控不同电动机
在组态画面中,我们有两种选择:
・使用参数文件(Parameter File)
Display <画面名称> /P<参数文件名>
・变量名列表(Listing tag names)
Display <画面名称> /T<变量名>,<变量名>
在程序设计中,GCL生产线组态使用了第2种。例如:我们要对灰尘控制室旋转给料电动机进行监控,我们只需在生产工艺画面中单击相应电动机图标,打开灰尘控制室旋转给料电动机的监控画面。其按钮对应命令为:
Display Motor_Pop_UpA /TFeed\M01_BHRFeed
5结束语
该自控系统集中体现了美国罗克韦尔自动化公司的PLC控制技术、画面监控技术、Device Net网络通讯技术以及变频调速技术的优势,使整条自动化生产线的控制系统设计、调试时间大大缩短。在系统运行初期,该系统可由美国CETCO总部工程专家远程监控,当生产工艺发生改变,专家们可以远程变更和改进程序,大大方便了解决现场问题的能力,使我们深深感受到Internet和自动化技术给我们带来得好处。
参考文献
[1] Logix5000 Standard Procedures Guide http://www.plcclub.com
[2] RSView32 Software, Version 6.3 Procedures Guide
[3] SLC500模块化硬件结构安装和操作手册
作者简介
王帅(1979- )男 2002年毕业于哈尔滨理工大学自动控制专业,大学本科,曾从事中央空调自动控制系统设计、调试,参与了烟台冰轮股份有限公司第一座氟工质自动化冷库设计和调试。现负责捷高科技(苏州)有限公司生产线设备管理及自控系统改进。






