̨���˶�������20Pm�����²ø���ϵ�Ӧ��
ժҪ��
������Ҫ����̨��20PM�˶������������²�����ҵ�����زø���е�Ӧ�ã����²ø����ǰ�������ô�ͳ��PLCͨ���жϵ���ʽ����ɲø�������Ƚϴ�Ϊ�˽��������⣬����̨��20PM���÷ɼ����ܳ�ɫ����˸�������ʵ�����ͺͲ����ٶ�ͬ�������������豸�Ĺ���ԭ��������Ҫ�ɼ����ܵ�Ӧ�ø�Ҫ��
�ؼ��֣�̨��20PMר�ÿ����� ������� �ֹ��� �ɼ� ��̬CAM���ߣ�ƽ���Ӽ���
һ������
���ٲ�����Ӧ����������ҵ�Ķ��������豸����������ҵ���кܶ�ͻ���Ҫ���������������ڸ������ߵ�����°���һ�����ȶ����жϣ��Ա������ֽӲ���ȡ�����Ŀǰ�ĵ���ԭ���ϼ۸����ǣ��Բ�����Ч�ʺ;�ȷ�ȵ�Ҫ����ߡ���ȥ����ͨ�Ŀ��Ʒ�ʽ�ͺ��ѴﵽҪ�������ٶ�200M/MIN����£���������5MM-10MM,����Ʒ�ʽ������PLC�ĸ��ټ������ܣ��ɼ���������Ƶ���źż����ȣ��ڳ��ȴﵽ������£������жϣ���һ�����źţ���������Ƶ�ʾ��Dzɼ��ı�������Ƶ�ʣ������е��ŷ�����������ÿ���е������������ͺ������������ɱ��⡣���������ķ����Dz���20PM�Զ����ɷɼ������߿��ƣ�ʵ�ʿ��ƾ��ȴﵽ1MM.���ڡ�
�� ���ٲ����ṹ��ԭ��
1ʵ�ʻ�е�ṹ������
����ͼ��ʾ����ͼΪһ�����֣���ͼΪ�е��������ֺ��һ2000�ߵı�����,
2����������ԭ��
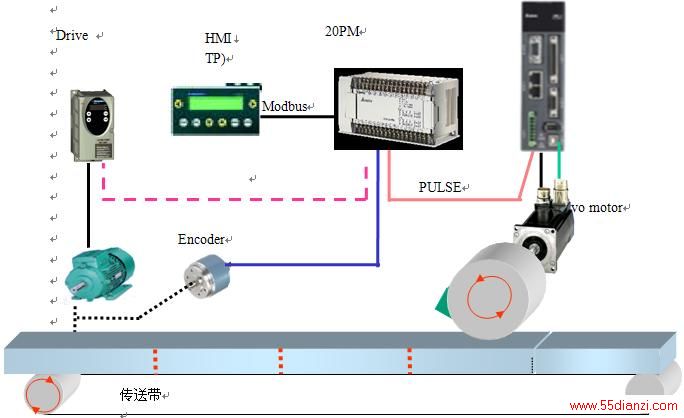
��ͼ��ʾΪ��������ԭ����ͼ�з�Ϊ���ϵ�Ԫ�ͼ��е�Ԫ�����ϵ�Ԫͨ��20PM�ϵ�DA��������Ƶ��һ0--10v���źſ��������ٶȣ����е�Ԫ��20PM������TP�趨�ij��ȣ��Լ����������������ϵ��ٶȺ�λ�ã����Ƽ����ŷ������������½��ж������С�20pmӲ������500K�ĸ���������������壬��ȫ��Ӧ���ٵ���Ӧ����ơ�
�� ����������ԭ��
�����й����У�����Ҫ�����ٶ�ͬ�����������е��Ӵ�������ʱһ��Ҫ�������ٶ�ͬ��������Ӵ�ʱ�е��ٶȴ���ͬ���ٶȣ����ֶ�����һ����ǰǣ�����������ճ��������治ƽ������ٶȵ��������ٶȣ�����ֶ��ϵ�����
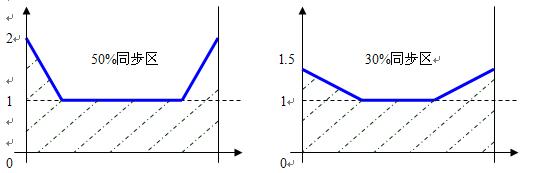
�ٶ�ͬ�����Ĺ滮����Ҫ��һ��ͬ����Խ��Խ���ױ�֤�ٶ�ͬ���������ýϴ��ͬ�����ͻ�ʹ�Ӽ������߸���������������ٶȱ��������ر����ڲ��г���С�ڵ��ܳ�������¸������أ���ʹ�������̨���е��ij�����ܴ����������ŷ������������豸���������С���˱������ʺϵ�ͬ�����ͱ������ò��ܱ�֤�豸���Ż����У���20PM�������б����������Ʋ������ɰ����豸��е�����������ޱ��ʣ�����������ʱ�����Զ�����ͬ�����뱶�ʲ�������֤�豸�������С�
����ͼ�ȽϿ��Կ���ͬ�����뱶�ʵĹ�ϵ���㻮�߲��ֱ�ʾ�ٶȵ��������Ϊλ����Ҫ��ȡ�
��Σ�����Ҫ���еij������е����ܳ�Ҳ�кܴ��ϵ���������£�
�ڼ��ϳ�С�ڵ��ܳ�������£���ͬ����������Ϊ�е�����ϽӴ���ǰ��һ�Σ����е����ٶ�������ͬ��������ͬ�����Ժ�Ϊ�˸�����һ���ж��е����١�
�ڼ��ϳ�����1�����ܳ���С��2�����ܳ�������£����϶�����ɺ��е����٣����ݳ��ȣ���һ�����ٵ�ͣ��Ȼ���ټ��ٵ�ͬ��������һ�μ��С���Ϊ�����ڼ��ϳ��ȵ��ڵ��ܳ�ʱ�е������˶�
�ڼ��ϳ�����2�����ܳ�����£���Ҳ�������һ�����������һ�������У������ڼ���ͬ����ɺ��ٵ�ֹͣ���ȴ�һ�����ȹ�ȥ�������´β��С�
���Ӧ������������ٶ����߷ֱ�����ͼ
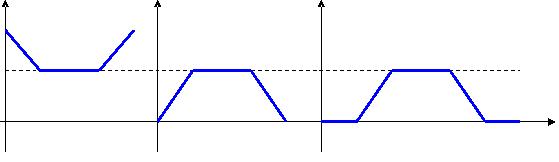
��Ҫ�����ͼ����˵������������������ٶȹ�ϵͼ����ʵ�ʳ����У�ʵ�ʵĵ����ֹ�ϵ
��ȫӦ��������λ�ö�λ��һһ��Ӧ��ϵ��ͨ���ٶȹ�ϵ���ɵ����֣���20PMһ���ʵ�õĹ��ܣ�����ܿ�ͨ������ֶ����ɣ�Ҳ��ͨ��ָ���Զ����ɡ�
��ͼΪ�е��ܳ����趨������ȫһ�����������λ�ù�ϵ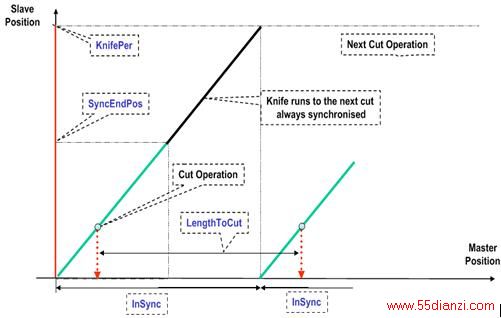
ͬ�����
��ͼΪ�趨���ȴ����е��ܳ�ʱ�ĵ�����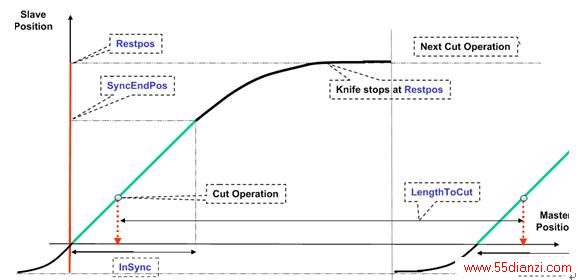
��ͼΪ�趨����С���е��ܳ�ʱ�ĵ�����
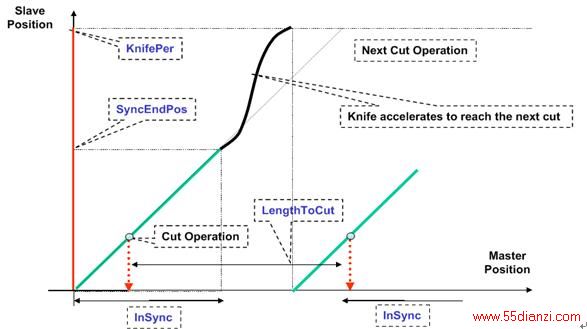
���������ǿ��Կ�����һ���������ϵ��Ӧ�ã���20PM�ڲ�����һ�����ȵ���������Ӧ
����������ݣ�ʵ������ʱ��ȫ��������ֱ����У����辭������ɨ�裬��Ӧ�ٶȼ�ʱ��
�� ������ƽ���
��������ṹ������ʼ�����������㡢�������߶�̬������ԭ��ع�͵㶯�ȵȡ�
�ڽ��ܳ���֮ǰ��Ҫ��һЩ��ɼ���ص�����Ĵ�����������
D1816��X����������趨��������λϵ��������ʽ������ϵ��ԭ��ع鷽ʽ���趨
D1846��X�����������ݲ�ͬ��ִֵ�в�ͬ��������ð���õ�H40����ԭ�㣩��H2000������CAMģʽ��
D1864�������������뷽ʽ����Ƶ���á���Ӧʱ������
D1799������㼫������
D1800�������״̬
M1035����λ���ڲ�����������ͷ���Ϊ��ͨ��
D1832��ԭ��㣨PG0���ź���N
D1828��ԭ��ع��ٶ�
D1830��ԭ��ع�����ٶ�
D1812��CAM���ݳ�ʼ�����
D1813��CAM�˶��������
M1748��CAM�˶�������ͣ
������������
�������㲿����Ҫ�������г������������е���������ͬ���������������ʵȲ����ļ��㣬�����Ա��ʼ���Ϊ�����ܣ�
���裺
�����ֱ���������S1��ֱ��D1�����ٶ�V1������Ƶ��F1�����ٱ�J1
�е��ֱ���������S2��ֱ��D2�����ٶ�V2������Ƶ��F2�����ٱ�J2
����������ͬ���������ɼ����������֮�䱶�ʹ�ϵ���ó����£�
V1=F1*��*D1*J1/S1
V2=F2*��*D2*J2/S2
���ԣ�F2/F1=S2*D1*J2/S1*D2*J1������е�������뼴�ɼ�������ʡ�
�������߶�̬��������
�������߶�̬������ͨ��FROM/TOָ������ɣ�ֻҪ�ڲ����������֮ǰд�뼴������һ�������Զ��任��
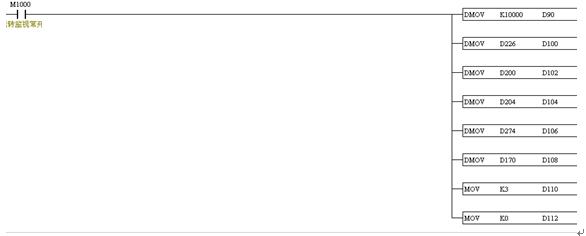
�������Ԅ�����CAM�������P������
D0=k10000 _ �����w��CAM data
D101..D100 _ ������ʽ���S�L��,
D103..D102 _ ������ʽ���S�L��
D105..D104 _ ������ʽ���Sͬ���L��
D107..D106 _ ���c��ʽ���Sͬ������
D109..D108 _ ���c��ʽ���S��߱�������
D110 _ �����x��(0 const speed,1 const Acc,2 SingleHypot,3 Cycloid)
D111 �Y��(0 ok, 1 �l���o���M��, 2 CAM�L�Ȳ���)
����ʵ�ʳ������ɼ�ʱֻ������ϲ������ݻ�е�����������ִ��ָ���
��ͼΪ��е�����������D100-D108��ֵ
��ͼΪ������̬�ɼ�ָ�ִ��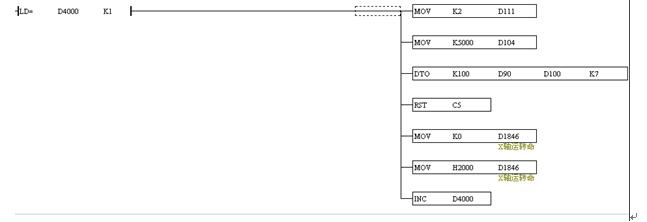
�� ������
Ŀǰ�豸�ѵ�����ɲ��������У�20PM�ɼ����ܳɹ�Ӧ�������ز�����ͨ��������������ǿ������ƹ㵽����������Ҫ���ϳ���������ͣ�������ʵ�ֶ�����λ���й���
���ϡ�����Ը־��������������У�������ֽ����ľ�����еȡ�






