专用控制器在水箱式拉丝机行业的解决方案
系统概述
水箱式拉丝机:是由多个拉拔头组成的连续生产设备,通过逐级高速拉拔,并将拉拔头置于水箱中,最后将钢丝拉到所需的规格的一种高速拉丝机,适用于钢帘线、胎圈钢丝等金属制品行业、不锈钢制品行业。
系统原理
通常水箱拉丝机钢丝在拉拔过程中与卷简之间产生了不同程度的相对滑动,并且工作时钢丝、卷筒、拉丝模都浸泡在冷却润滑液中或被其喷淋。
水箱式拉丝机一般配置了多个拉拔头。通过每一级的拉拔后,钢丝的线径发生了变化,所以每个拉拔头工作线速度也应有变化。在整个拉拔过程中,根据拉模配置的不同,各个拉拔头的拉拔速度也要变化,拉伸系统各级之间依靠拉伸轮的转速差别和线上张力来控制同步协调工作。其控制部分的关键是要保证将拉丝机出线与工字轮收线机之间统一协调的高速、稳定的张力控制。
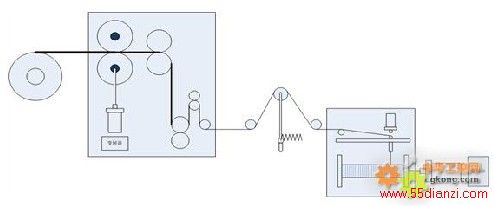
图:系统结构示意图
系统配置
基于和利时专用控制器的水箱式拉丝机电控的典型配置:
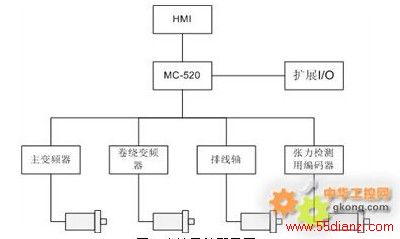
图:电控系统配置图
解决方案
统一控制
传统方法:变频器只实现张力控制;PLC实现简单的排线功能
问题:变频器与PLC协调衔接不好,导致高速拉细线(0.1mm左右)时,收卷效果不佳。
和利时解决方案:采用一体化控制器,将张力与排线等功能,统一控制实现,速度快,调节效果好。
张力检测
传统方法:模拟量方式----接近式传感器。
问题:检测精度低,响应慢,在速度发生变化时,例如启动加速段,无法有效保持稳定
和利时解决方案:模拟量反馈做为初始化定位使用。在“跳舞轮”轴上,加装增量式编码器,可以根据需要选择高精度的编码器。从根本上解决上述问题。
排线
传统方法:采用普通PLC控制。
问题:处理慢且缺少专用排线算法,普遍有塌边现象。
和利时解决方案:采用专用的排线算法,高效,稳定,并且能够智能化探测工字轮变形,自动排线补偿。彻底解决塌边问题。
系统评价
基于和利时公司高速拉丝机的控制解决方案,有效解决了传统方法在高速拉丝机上控制效果不佳的问题,拉拔线速度可以达到1200m/min以上,是水箱式为代表的高速拉丝机行业的优秀控制解决方案。






