设备待机阶段是指提升机各轴处于零点位置,且X轴和y轴旋转编码器置零时状态。
设备运行阶段是指根据库位和生产线的来料状态,完成出入库过程,当出现异常时转入异常处理状态。
设备异常阶段指生产过程中出现异常时,按下“停止”按键或“急停”,用手动方式,排除故障。按下“复位”键,转入复位进入设备待机状态。设备复位阶段指巷道提升机完成零点归位及编码器清零的过程。设备停止阶段指将运动的电机停止,等待指令过程。立体仓库的阶段控制在主程序中通过“按键”或状态量实现,其阶段控制流程图见图4。
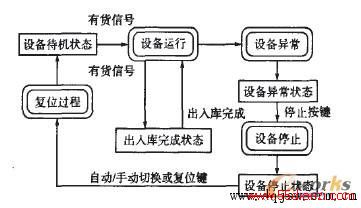
图4 立体仓厍的设备阶段控制图
3.3 各个阶段的控制实现
3.3.1 设备运行阶段
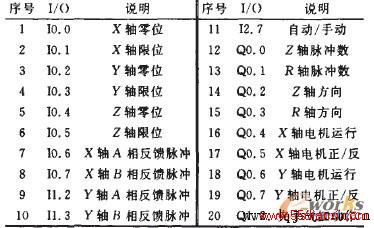
根据系统控制要求及设备状态,设备运行阶段要完成:1)出入库判断及仓库状态的扫描,确定相应的库位及X轴、y轴坐标;2)根据坐标,各轴电机经加减速精确定位;3)根据时序关系,确定状态,完成货物出入库。系统主要I/0地址分配见表1。
表1 立体仓库系统主耍l/o地址
仓位状态的确定。为了节省I/O输入点数,采用矩阵扫描的方式。将仓位状态开关一端接在矩阵的行线上,另一端接在矩阵的列线上,每个行线分别接PLC输出端,列线分别接PLC输入端,通过定时扫描,确定仓位的状态。
精确定位。在立体仓库中提升机X轴和y轴直流无刷电机通过EM235输出的o~5V电压值控制电机的速度。通过目标位置的坐标转换成的脉冲值与各轴丝杠上的编码器值比较,确定速度的加减及运动的方向,以梯形速度曲线,保证精确定位。编码器采用增量式编码器,对编码器的高速脉冲采用HSCl和HSC2高速计数器,用模式9,A/B相正交计数器模式完成编码器脉冲的计数。
编码器设置程序如下: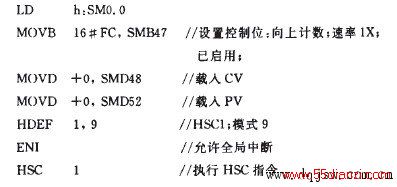
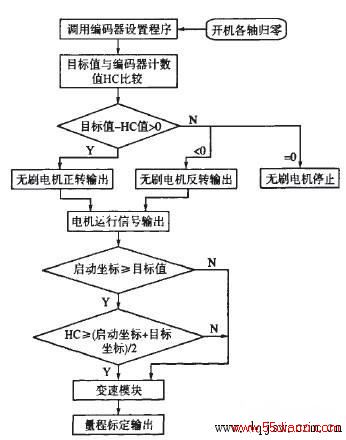
直流无刷电机的控制程序流程图如图5所示。
本文关键字:PLC编程 PLC入门,plc技术 - PLC入门






