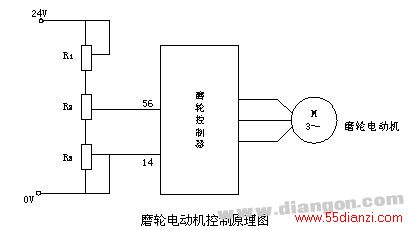
例如一台采用西门子系统的外圆磨床,在起动磨轮时,出现7021(GRINDING WHEEL SPEED)号报警,指示磨轮速度不正常,观察磨轮发现速度确实很慢。分析机床的工作原理,磨轮主轴是通过西门子伺服模块6SN1123-1AA00控制的,而速度给定是通过一滑动变阻器凡来调节的。这个变阻器的滑动触点随金刚石滚轮修整器的位置变化而变化,从而用模拟的办法保证磨轮直径变小后,转速给定电压提高,磨轮转速加快,使磨轮的线速度保持不变。线路连接如图2-10所示,测量伺服模块的模拟给定输人56号和14号端子间的电压,发现只有2.6V左右。因为给定电压低,所以磨轮转速低。根据原理分析,R3在磨床内部,其滑动触头跟随砂轮直径的大小变化,因为机床内工作环境恶劣、容易损坏,并且测量R1和R2没有问题,电源电压也正常。为此将Ra拆下检查,发现电缆插头里有许多磨削液,清洁后,测量其阻值变化正常,.重新安装,机床故障消除。
又如一台数控磨床Z轴找不到参考点,这台机床在机床回参考点时X、Y轴回参考点时没有问题,Z轴回参考点时,出现压限位报警,手动还可以走回。观察Z轴回参考点的过程,在压上零点开关后,Z轴减速运行,但不停一直运动到限位才停止。根据原理分析认为,可能编码器零点脉冲有问题,用示波器检查编码器的零点脉冲,确实没有,购买新的编码器换上后,机床正常工作。
有些关于系统的故障,由于涉及的因素较多,比较复杂,采用互换法可以快速准确定位故障点。
例如一台数控车床出现故障,主轴旋转时,出现7006号报警,指示主轴速度超差,观察主轴确实也旋转了,但屏幕上没有显示主轴实际转速,因此怀疑主轴编码器有问题,将该机床的主轴编码器与另一台机床的主轴编码器对换,另一台机床出现7006号报警,从而确定为主轴编码器损坏。
又如一台数控车床在正常加工时突然掉电,按系统启动按钮:,系统启动不了,面板上的指示灯一个也不亮。测量系统电源的5V直流电源,在启动按钮按下瞬间,电压上升,然后快速下降至0。因此首先怀疑系统电源模块有问题,但换上备用电源模块,故障依旧,说明电源模块没有问题。继续检查发现主轴编码器连接电缆破损,一根线与地短路,处理后机床恢复正常使用。
原理分析法是排除故障的最基本方法,当其他检查方法难以奏效时,可以从机床工作原理出发,一步一步地进行检查,最终查出故障原因。
以上介绍了诊断数控机床故障的10种方法。在诊断机床故障时,这些方法往往要综合使用,单纯地使用某一方法很难奏效。这就要求维修人员要具有一定的维修经验,合理地、综合地使用诊断方法,使机床故障能够尽快地排除。
综上所述,数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立。如何能迅速找出故障、隐患,并及时排除?如何能维修好这些昂贵的设备?这可能是摆在维修人员面前的一道难题。那么如何去解决这一难题呢?我觉得必须做到以下的“五要”,要多看资料、要多问多请教别人、要多作数据记录多作总结、要多思多想、要多观察多实践。
1.要多看资料
要多看数控系统资料。每一台机床都会配有所使用的数控系统的相关资料,如操作说明书、参数说明书、维修说明书等等。多看数控系统资料的目的是要了解各种数控系统和PLC可编程序控制器的特点和功能;要了解数控系统的报警及排除方法;要了解NC, PLC机床参数设定的含义;要了解PLC的编程语言;要了解数控加工程序编程的方法;要了解控制面板的操作和各菜单的内容;要了解主轴和走刀电动机的性能和驱动器的特征等等。往往数控资料一大堆,怎么看?主要要突出重点,搞清来龙去脉,作为一名维修人员,重点是吃透数控系统的基本组成和结构,掌握方框图、动力线和信号线的走向,灵活运用数控系统所提供的维修功能,了解各LED指示灯的含义。然后,搞清参数的设定方法和各个参数的含义及其调整方法。最后学习一下数控加工程序的编制和各种指令的含义和使用方法。但每部分内容要有重点的了解、掌握。
上一页 [1] [2] [3] [4] [5] [6] [7] 下一页
本文关键字:数控机床 PLC入门,plc技术 - PLC入门






