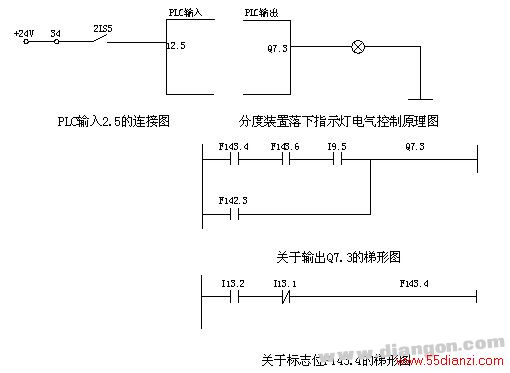
在落下位置,其控制梯形图在PB10的8块中,如图2-8所示。用编程器查看这部分梯形图,发现由于输人113.2的触点没有闭合,导致F143.4没有电。根据如图2-9所示的电气原理图,PLC输人113.2接的是检测工件分度装置落下的接近开关13PS2。将分度装置拆开,发现机械装置有问题,不能带动驱动接近开关的机械装置运动,所以113.2始终不能闭合。将机械装置维修好后,机床恢复了正常使用。
数控机床有些故障是由于机床数据设置不合理或者机床使用一段时间后需要调整。遇到这类故障将相应的机床数据做适当的修改,即可排除故障。
例如一台采用西门子公司siemens系统的数控磨床,在磨削加工时发现,有时输人的刀具补偿数据在工件上反映的尺寸没有变化或者变化过小。根据机床工作原理,在磨削加工时Z轴带动砂轮对工件进行径向磨削,X轴正常时不动,只有要调整球心时才进行微动,一般在往复 <?XML:NAMESPACE PREFIX = ST1 />
在测量机床的往返精度时发现,X轴在从正向到反向转换时,让其走
很多数控系统都具有程序单步执行功能,这个功能是在调试加工程序时使用的。当执行加工程序出现故障时,采用单步执行程序可快速确认故障点,从而排除故障。
例如一台采用西门子公司840D系统的数控磨床,在机床调试期间,外方技术人员将数控装置的数据清除,重新输人机床数据和程序后,进行调试;在加工工件时,一执行加工程序数控系统就死机,不能执行任何操作,关机重新启动后,还可以工作,但一执行程序又死机。怀疑加工程序有问题,但没有检查出问题,并且这个程序以前也运行过。当用单步功能执行程序时,发现每次死机都是执行到子程序L110的N220时发生的,程序N220语句的内容为G18D1,是调用刀具补偿,检查刀具补偿数据发现是0,没有数据。根据机床要求,将刀具补偿值P1赋值10后,机床加工程序正常执行,再也没有发生死机的现象。
直观观察法就是利用人的手、眼、耳、鼻等感觉器官来寻找故障原因。这种方法在维修中是非常实用的。
例如一台淬火机床,在开机回参考点时,Y轴不走,观察故障现象,发现在让Y轴运动时,Y轴不走,但屏幕上Y轴的坐标值却正常变化,并且观察Y轴伺服电动机也正常旋转,因此怀疑伺服电动机与丝杠间的联轴节损坏,拆开检查确实损坏,更换新的联轴节故障消除。又如一台数控沟道磨床开机后有时出现11号报警,指示UMS标识符错误,可能是机床制造厂家存储在UMS中的程序不可用,或在调用的过程中出现了问题。出现故障的原因可能是存储器模板或者UMS子模板出现问题。将存贮器模板拆下检查,发现电路板上A、B间的连接线已腐蚀,接触不良,将这两点焊接上后,开机测试,再也没有出现这个报警。
上一页 [1] [2] [3] [4] [5] [6] [7] 下一页
本文关键字:数控机床 PLC入门,plc技术 - PLC入门






