由于PID调节器规律简单、运行可靠、易于实现等特点,PID控制器仍是目前工业生产过程控制系统中应用最广泛的一类控制器。然而,随着工业过程对控制性能要求的不断提高,传统的PID算法已不能完全满足生产实际的要求。为此不少学者在现代控制理论的基础上建立了一些新的控制算法[1,2]及PID参数的自动整定方法[3],但许多算法在工程应用过程中比较复杂,特别对于多段温度控制系统,在升降温过程中会出现振荡等现象。为此,将常规PID控制器与自校正算法相结合并利用人工智能系统使其在系统状态变化的每一时刻自动调节PID参数,让控制过程时刻处于最优状态是每个编程人员都力争实现的。为了达到这种目的,笔者利用改进的Z-N算法与人工智能结合,完成PID参数的初始值设定,利用测量误差改变调节器步长的方法实现PID参数的自动整定,在大型加热炉的多段温度曲线控制中取得了非常满意的效果。
1利用Z-N算法获得PID参数的初始值
ZieglerNichols方法(简称Z-N算法)是基于简单的被控过程的Niquist曲线的临界点计算PID参数初值的方法。它采用的整定准则是要求系统的暂态过程衰减率为0.75,其最大优点是计算方法简单,使用方便。但实际过程中,许多工业对象对自动控制系统的要求各不相同,生产过程的暂态衰减率不同于075。因此,本文采用修正的Z-N整定方法,即利用4∶1的衰减比性能准则获得PID参数的初始值。
给系统施加一阶跃输入U(可取U为40%功率),由于温度控制系统有一S形响应曲线,可以利用一阶延时系统进行近似:
U(s)/T(s)=Ke-τs/(1 Ts)
假如温度达到50%和75%时所用的时间分别为:t1、t2,如图1—1。则根据Z-N调谐器调谐准则:

利用这种方法可以方便地得到PID参数中的比例系数Kp、积分时间常数Ti和微分时间常数Td的初始值。
2自校正PID调节器的调节原理
常规PID调节器[4]经离散化处理后的动态方程可表示为(增量法):

式中,T为温度控制周期,在微机自动温控系统中,通常T在2~5 s。由式(2—2)可以看出,只需确定T、P、Ti及Td,A′、B′、C′均为常数。
如果将上述各参数代入式(2—1),即可实现常规的PID控制。但在实际运行过程中,由于系统各种参数并不是恒定不便的。因此,为了使系统始终运行在最佳状态,运行过程中必须实时调整P、Ti及Td参数。从式(2—2)可以看出,A′、B′及C′相互依赖相互影响,实时调整A′、B′及C′参数,也能使系统达到最优。设:
在实际控制过程中只要根据系统的误差实时地调整参数U(t)、V(t)及W(t)的值,就能够使控制过程达到最优。
3自校正PID调节器的设计
式(2—3)给出了自校正PID调节器的控制算法。在炉温微机自动控制过程中,为了编程方便以及加速PID在线整定速度,采用变步长的参量叠加的处理方法更为有效。
首先将采样值与给定值的误差的绝对值分成若干个区间(笔者在实际温度自动控制过程中将其分为5个区间),例如,16℃<|Xn|≤20℃,12℃<|Xn|≤16℃,8℃<|Xn|≤12℃,5℃<|Xn|≤8℃,2℃<|Xn|≤5℃,在不同的温度区间使用不同的步长
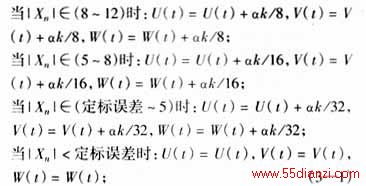
式中α为绝对值等于1的系数。k为与误差有关的量,即参数整定的步长。k值从理论上可自由确定,但实际上根据笔者实验表明,k值取0.5~2.0较为合适。
式(3—1)中,首先将采样值与实际值进行比较,确定|Xn|所在的区间,然后,按照不同的区间采用不同的计算公式。对于整个控制过程,计算机程序的实现如下:
当|Xn|≥25℃时,取U(t)=0,V(t)=0,W(t)=0,当|Xn|≥20℃时:取U(t)=k,V(t)=k,W(t)=k,并按比例算法进行控制。
当|Xn|进入设定的区段后,按式(3—1)加入自校正PID运算程序(即U(t)、V(t)、W(t)的初值为0)。程序的步骤为:
本文关键字:暂无联系方式经验交流,电工技术 - 经验交流
上一篇:汽轮机联轴器改造一例






