0 ǰ��
�ڸ�ѹ���ص����г����ýӴ����ӣ������ǿɷ�ʽ���ӡ�����ͷ�Ƕ�·����ؼ��IJ�������·�����ж�����ͨ����ͷ��ʵ����1����Ŀǰ�����ս��ͷû�кܺõ��������鷽ʽ�����������������Ƶ����ֳ���������������ϵͳ��ij��ѹ���س����ս�紥ͷ���м����������Ϊ�紥ͷ���ս���棬�����֤ʵ����һ����Ч�ķ���������߸�ѹ���ش�ͷ�������������Ҫ���塣��
1 ����������������ϵͳ��2������
���Ƶ����ֳ���������������ϵͳ���������ϵͳ���ɼ������Լ����Ϊ���� ����ͳ�ij���̽����Ϊ����������������źŴ���������ͼ���������ء�����������������ۼ�����һ�塣������ģ�ͼ�ͼ1����
��
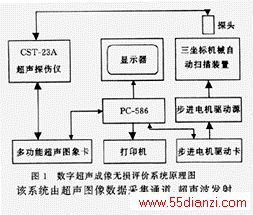
��ϵͳ�ɳ���ͼ�����ݲɼ�ͨ��������������ͽ���ϵͳ����������ɨ��ϵͳ ��ϵͳ��������ī��ӡ����ɡ����г���ͼ�����ݲɼ�ͨ���ɾ۽�̽ͷ��������̽���ǡ��������ͼ�ͼ������ɣ��������ķ���ͽ���ϵͳ�ɳ���̽���Ǻ�̽ͷ��ɣ���������ɨ��ϵͳ���������е�Զ�ɨ��װ�á���������������͵�Դ��ɡ���
1.1 ��ܳ���ͼ��
��ܳ���ͼ��������ϵͳ�Ĺؼ����漰�����ݲɼ��ٶȺ;��ȣ�����Ӱ��ͼ���������������A/Dת����ʱ�ӡ����ڿ��ơ����ݴ洢��ɨ��ѡ�����ٲ��������Թ����ȵ�·������A/Dת������Ϊ40MHz��8λ�ֱ��ʣ����ڴ洢��Ϊ256K�ֽڡ�
1.2 ���������������
�ÿ����ü���������ߺ͵�ַ��ͨ���ӿڵ�·����ƣ��������Ի�������ʵ���Բ�������Ŀ��ơ���
1.3 ��еϵͳ��ƪ�
���ֳ���������ϵͳ�Ļ�еϵͳ������������άɨ�蹤��̨���λ�Զ���ת̨��ר�ü��ߡ�������ά����̨��3��һά����̨��϶��ɣ���Ҫ�������ڴ���̽ͷ�Թ���ɨ���Լ���������̽ͷ�Ľ���λ�á�ר�üо����ڼгֲ�������ֻ�۽�̽ͷ��ʹ�佹ƽ����һ��ƽ��������
1.4 ϵͳ������
ϵͳ�����DZ�ϵͳ�ĺ��ģ�����ʵ�ּ�������ȷ�����Իز���ʵʱ������������������ʾ�Լ�ǥ���ʼ���ȹ��ܡ�ϵͳ��������WINOOWS�����£�Ӧ��Visual C���������ģ�����ģ�黯����ṹ�������������ܵĽ�һ�������������ϵͳ�����ɽӿڵ�·��ʼ�����������롢�Զ��۽���A��B��Cɨ�衢���ٲⶨ���źš�ͼ������ȱ�ݷ������ж�ģ�������ϵͳ���棬��ͼ2����
��
��
2 ����ˮ���۽�Cɨ�������3����
����������Ϸ�ʽ��Ϊֱ�Ӻ�Һ����Ϸ�������̽ͷ��̽����֮����һ����ȵ�ˮ��Ϊ��Ͻ��ʵķ�����Ϊˮ�������÷��ܱ�֤����������ͽ��յ�����������ʵ�ּ���Զ��������������١�����Ⱦ�������ȶ��Ժõ��ص㡣��ˮ������ˮ���۽������������������������������������ʹ���ܾ۽���ԭ�����˷���������Һ���������ɢ�IJ��㣬�����������ָ���ԡ�ˮ������Cɨ���������ˮΪ��ϼ�������ˮ����۽�̽ͷ��ʹ�������������������ı����汣�ִ�ֱ���Ա��������������ɨ�裬��ÿһ��ij����ز�ģ���ź�ת���������źż��Ա��漰�ź�ͼ����������źŶ�Ӧ����ʾ�ڼ������Ļ�ϣ���ʾ�ɻҶ���α��ɫ�ij���ͼ��
3 �����ź����ֻ��Զ���������
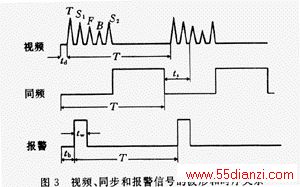
�����ź����ֻ�������һ��ؼ���������ȷ����Ч�زɼ������źš�������̽����һ�㶼�����б�����·���䱨��բ�ŵĿ��Ⱥ߶ȿɵ��������乤��ԭ��,��������Ƶ��ͬ���ź�֮����������ڵ���ϵ�����źŲ��κ�ʱ���ϵ��ͼ3��ͼ��TΪ�������壻S1Ϊһ�α���ز���FΪȱ�ݻز���BΪ����ز���S2Ϊ���α���ز� ����
��
��
��ͼ3�ɿ����������źŵ����ڶ����ڷ���������ظ�Ƶ��fe������ͬ�����徭�������ӳ١�������ܴ��������·�������Ƶ�źŷ��䲨��ͬ���ź�֮����һ���ӳ�ʱ��td�������źŵ���ʼλ��tb���������tw�ɸ�����Ҫ�������������������źŵ�������ϵ���ڽӿڵ�·����н�������ӿڿ��У����ȷ��������ʼλ�õĵ�·������������Ӧ����������
�ó���ϵͳ�ĸ������ݲɼ�����ʱ��Ƶ��Ϊ80MHz������2��Ƶ���ṩ��A/Dת����Ƶ��Ϊ40MHz����8��Ƶ���ṩ�����ڿ������Ĺ���Ƶ��Ϊ5MHz�������ڿ�����������T����0.2�̣���ˣ�����բ�ŷ�ȷ��������ʼ��ļ�����λΪ0.2�̣���������������С��ͬ���ɳ����еIJ���ȷ�������ʱһ��ɨ���������������ʱ����ݹ����Ĵ�С���������������ڲ���ʱ��բ�ŷ��Զ�ȷ�����ڳ����У��ɵ���������ȫ�ɴ洢��ͼ�Ĵ洢�����棬���Զ�ȷ��������ʼλ���ء��������ʱ��ֻҪ��բ��ǰ����ȱ�ݻ���ǰ�ض��룬ѡ��բ�ŷ�ȷ��������ʼ��˵��������ڲ�������Ի����еIJ�����ʼ��������ʾ��0.2�̣�Ϊ��λ����ֵ����ֵ��Ϊ������ʼ�㡣���ñ���բ�ŷ�ȷ��������ʼ��������ȵ�ȱ�ݷdz����㡣��
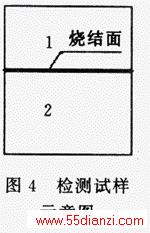
4 ��ѹ�����սᴥͷ��������������
4.1 ����ʵļ��㪥
�ڴ�ͷ�������У���ؼ����ǽ���ʼ��㣬ǥ������4��Rb����A��/A���������۴�ͷ���������һ������Ҫ��ָ�ꡣʽ�У�A��Ϊʵ�ʽ�������mm2��A��Ϊ��Ϻ������mm2��ʵ�ʽ������Ǹ���ȱ�ݻҶ���ֵ��Cɨ��ͼ����м���ġ���f(x,y)Ϊͼ��Ҷ�ֵ��f��Ϊ��ֵ����f(x,y)�ܣ���ʱ��Ӧ��ͼ�����Ϊʵ��ǥ���������
�����ر�ֵ��ʾʱ�����Ϊ��Rb����PL/MIMJ����ʽ�У�PLΪͼ���е�����ֵ����������MI��MJ�ֱ�Ϊͼ��ˮƽ����ֱ����������˻�Ϊƽ��(x,y)������������
�������ֵ��ʾʱ�����Ϊ:Rb��(plK��At����ʽ�У�KΪͼ����ÿ������ռ�Ŀռ�ɨ�������PL��ϵͳ������ͼ�����ɨ��ͳ���Զ�������K��A��Ϊ��֪��
 ��
��
[1] [2] ��һҳ
���Ĺؼ��֣����� ������ �繤�ֲ����繤���� - �繤�ֲ�






