前言
制丝线是保证卷烟质量稳定一致的生产线,而叶片加料工序又是制丝工艺中的关键、最难控制的工序之一,叶片加料的准确度对卷烟的感官质量具有相当重要的影响作用。叶片加料的自动控制方式为:设置料液施加比例,通过电子控制系统进行处理,使输出料液流量随叶片质量的多少而改变,实现叶片加料的自动控制。当前,在国内卷烟行业内叶片加料系统中所使用的电子控制系统,其关键器件为差压变送器、DR24回路控制器。
现有加料系统简介及问题分析
卷烟厂加料系统
卷烟厂加料系统是卷烟厂制丝生产线上的重要工序,它要求系统能根据生产线上皮带秤测量的烟丝(烟叶)实际流量和工艺要求的香料配比系数计算得出理论加香加料流量,据此控制实际的加香加料流量。系统示意图如图1。
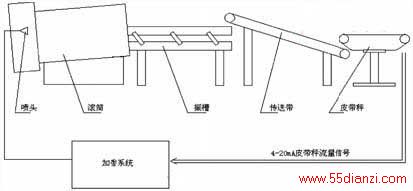
原系统由电子皮带秤、差压变送器、计量罐组成测量系统;由气动柱塞泵、气动薄膜调节阀等组成执行机构;以回路控制器DR24作为控制器。
加料系统的工作过程为:系统开始工作,柱塞泵作往复运动,把料液压入管道,单向阀打开,料液从计量罐流向加料系统,差压变送器测得单位时间内计量罐底压强的变化,送入控制器DR24中,得出实际加香加料流量;同时电子皮带秤将测得的烟叶流量信号输入DR24,DR24根据加料比例及皮带秤信号计算出理论加香加料量。DR24控制器根据理论与实际流量的偏差e进行PID运算,并将运算产生的数字阀位以模拟电流信号输出,经电气转换器转换后,把电流信号变成气压信号,去控制气动薄膜阀的开度,使料液的喷加量随烟叶的流量的变化而变化,使实际流量尽量与理论流量相符,以满足该工序的工艺要求。
系统存在的问题
在该加料系统中,系统工作质量的好坏关键取决于差压变送器以及电子皮带秤的精确程度。差压变送器根据一段时间内的流量变化计算出瞬时流量,这种流量的计量方式有一定的滞后性,使得系统的控制精度变差,造成加料量不准确。另一方面,由于系统料液浓度大,时间久后,会因结垢而使精度降低。料液流经差压变送器时,其中的颗粒状物质会使变送器的膜片挤压而影响精度,而且管道安装要求苛刻,如果过程管道内的残液或沉淀物流入导压管内,压力测量就会产生误差。另外, DR24控制器的人机界面简单粗糙,不能直观地显示生产过程中的各种工况,也无法显示各种参数、报警等信息;它用于网络通讯需要专用的硬件与软件,较为繁杂,难于维护,而且不适于大量数据的传输要求,无法适应目前较为先进的现场总线技术。
新系统的设计
测量机构选择
上一篇:工控机的现状与未来 .






