1 引言
轴承切管机是轴承加工领域的最初工序加工机械,它主要是把空心管按照轴承高度的需要,切成等长尺寸的小圈,通常机器在一个轴承加工厂里面需要很多台机床连续工作。以往的切管机是在机械上调整切管的长度,也就是送一次料到平头,然后伺服或者步进控制的刀头切一次料,然后再送一次料,这样循环,但是往往这样的切管效率比较低下,而且送料部分经常因为送不到位,而导致机械定位不准确而切出来的圈不合格,增加报废率,针对此问题,设计了一种新型的双轴切管机,也就是圈的长度不是靠送料和平头来保证,而是通过伺服定位来确定圈长,同样一次送料可以连续切好多个产品,并且没有废料,可以做到真正的高效全自动切管,而且全方位的保护功能,可以保证一个工人可以同时管至少三台以上这样的机器,在人力成本不断增加的现在,此机器势必成为此领域的佼佼者。
2 双轴伺服切管机自动化系统设计
双轴伺服切管机核心的部分是两轴伺服的循环配合动作,一轴为拖板轴向轴,另一轴为切刀切向轴,拖板轴向轴主要是做圈长定位用的,(a)当轴向往管的方向走的时候,当定位传感器碰到管的头部的时候就确认管的位置,进PLC硬件中断,进行脉冲禁止,然后再根据切管的长度做一个补偿定位;(b)定位完毕切向切刀进行切管,切管完毕;轴向继续前进重复a,b的动作,直至切到管子送料的末端,也就是极限位置,轴向退回,然后送料,送料完毕,重复a,b动作,这就是双轴伺服切管的最基本的动作流程。双轴伺服切管机与普通切管机的机械构架如图1所示。
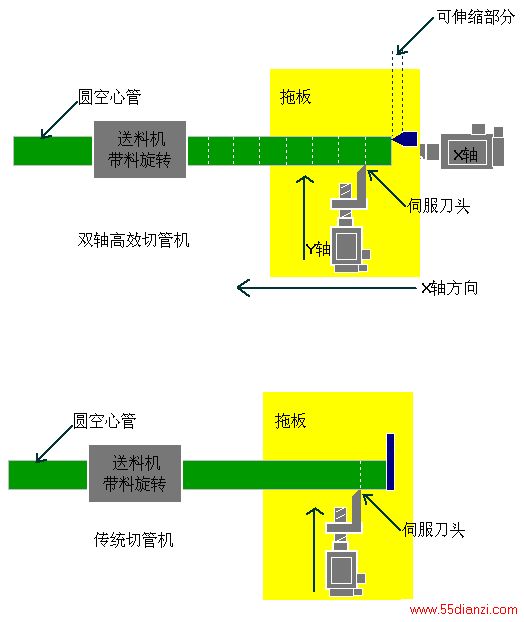
图1双轴伺服切管机与原先普通切管机的机械构架示意图
3 台达PLC控制方案
3.1 PLC双轴伺服
由于使用了双轴伺服控制,所以方案中使用的是32EH00T2型PLC主机做定位控制,同时利用中断方式来实现轴向定位的切换。由于使用的是接触式传感器(X0)外部中断来做脉冲禁止,然后切换到长度定位,同时使用的是丝杆传导,所以精度问题可以保证(0.1mm以内),具体的PLC系统如图2所示;控制工艺流程如图3所示。
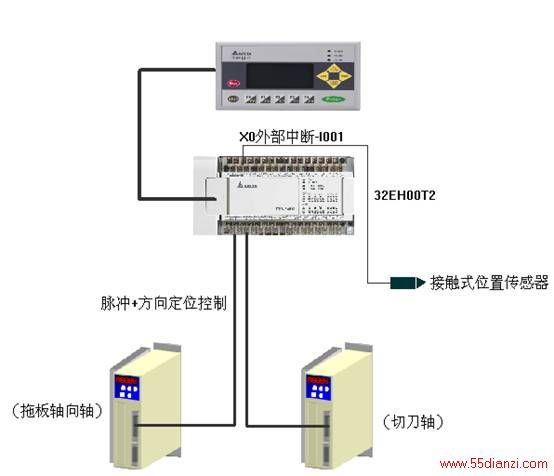
图2 PLC系统结构图
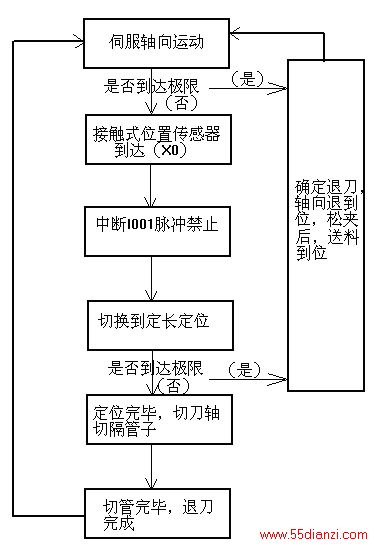
图3 PLC控制工艺流程
3.2 轴向定位长度计算及控制
新型的双轴伺服切管机与普通的切管机最关键的部分就是轴向定位和切管长度控制及计算,新型切管机不需要平头来做切管的定位,而是只需要让伺服轴向往管方向走,等碰到了再进行长度定位,但是此方案需要高响应和一定的程序编程技巧,上面提到的外部中断进行脉冲切换是一个比较快又比较准的方案,通过图4-切管定位及计算,可以看到切管的长度分两部分组成:L1:刀头距,此距离可以进行机械调整,一般调整完以后不需要作大的修改;L2:补偿距离,此补偿距离就是根据实际切的管的长度需要作一个小的调整;所以切管长度L=L1+L2。以往旧的切管机L1就等于切管的长度,而且在空间上刀与头的位置的绝对不变的,但是新的机器刀与头的位置是整体随轴在走的,这就是为什么新的机器可以一次送料多次切割的关键所在。
图4 切管定位及计算
4 结束语
轴承行业是加工密集型行业,所有的企业只关心一个问题:单机产量,评价一台机器的好坏,效率几乎是它的生命,而之前老式的切管机送一次料切一次管,效率自然不是很高,但是双轴切管机,完全可以做到送一次料连续切多次管,特别在切短圈的时候,送一次料可以切10次以上,那样的速度是以往的切管机无法比拟的。
随着源材料价格的不断上升,同时轴承利润的不断下降,企业想要在每个环节节省成本,而以往的切管机由于送料部分有先天的缺陷:就是有送料不到位的问题存在,而以往的切管机恰恰是靠送料到位平头做定位的,那如果送不到位,切出来的圈就必然不合格,白白浪费材料不说,效率也下降,但是新型切管机切管的定位是伺服来做的,只有碰到管头了才会定位切割,即使料送不到位,它照样可以准确切割,只不过少切几个圈而已,但是不浪费材料也不影响效率。目前此机器已经成功开发完成,并且已经投入应用,并且得到了用户的高度认可。
上一篇:穆格运动控制系统在塑料业的应用






