对于塑料制品行业来说,电耗是其生产成本的主要部分,而注塑机是塑料制品厂的主要能耗设备之一。目前绝大多数的注塑机都属于液压传动注塑机,液压传动系统中的动力由电动机带动油泵提供。在注塑的生产周期过程中,注塑机在不同工序下需要的流量和压力不同,必须依靠流量阀和压力阀调节不同工序所须的流量和压力。液压系统的负荷变化很大,由于定量泵不可调节输出功率,因此多余的能量只能在挡板、油路泄露、油的温升中消耗掉。这样既加剧了各种阀门的磨损,又造成油温过高,电动机噪声过大,以及机械寿命缩短等现象。并且通常在设计中,用户油泵电动机设计的容量比实际需要高出很多,存在“大马拉小车”的现象,造成电能的大量浪费。因此推广交流变频调速装置在注塑机上的应用,对于减少能源浪费、降低生产成本具有重要意义。
2 注塑机变频改造的可行性分析
2.1注塑机的生产工艺过程
注塑机通常采用液压传动,其结构包含注射装置、开合模装置、液压传动装置和电气控制装置,后者的作用是保证注塑机预定工序的要求(压力、速度、温度、时间、位置)和动作程序准确有效地工作。在传统的注塑机中液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电动机及其它液压附件和管道组成,液压传动系统中的动力由电动机带动油泵提供。其中,油泵绝大部分是定量油泵,电动机通常提供额定功率和转速,油泵将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求。注塑机成型工艺是一个按照预定的周期性动作过程,即以合模―射嘴前进―射胶―保压―熔胶一冷却―开模一取出制品―将被注塑件放入模具中―合模后顶出等加工工序达到某件产品成型。如图l所示。

2.2注塑机生产过程中的液压损耗
注塑机生产过程中的液压损耗主要由以下三部分组成:
(1)溢流损耗
随产品及加工工序不同,各工序所需液压、流量、压力不同。对于油泵电动机而言,注塑机在注塑过程的负载是处于变化状忐。而油泵的流量是按照所需的最大流量来设计的.其原注塑油泵电动机以恒定的转速提供的液压流量,当注塑机所需的流量小于最大流量时,多余的液压将通过溢流阀回流,这一部分能量就损耗掉了。
(2)节流损耗
当液压油流经阀的节流口时会有一定的压降,这就是节流损耗。由于方向阀的节流面积比较大,所以大部分的节流损耗发生在比例阀上。同时由于液压长期全速循环流动与液压件机械剧烈磨擦,造成油温过高、噪声过大、机械寿命缩短等不良现象。
(3)设计余量损耗
通常在设计中,一般会考虑到共用性,设计时以最大容量为基础,因此用户油泵电动机设计的容量比实际需要高山很多.存在“大马拉小车”的现象,造成电能的大量浪费。
2.3注塑机变频改造的可行性分析
注塑机的工序过程基本是相同的,大致可分为7个工序过程:合模、射胶、保压、熔胶、冷却、开模、顶出,每一个工序都需要不同的压力和流量,也就是说被加工的工件不都是在最大压力或流量下于作的.其压力和流量是靠压力比例阀和流量比例阀来调节的,通过调整压力或流量比例阀的开启度来控制压力和流量大小。然而在恒速运转中,各工序中油泵的输入功率并没有多大变化,若用变频器根据工作时所需的压力或流量参数同步成正比的自动调整油泵电动机的转速,从而实现对压力和流量的调节,这样把注塑机原来浪费在比例阀上的能量全部节约下来,达到了既节电又实用的经济效果。其具体效果表现在以下三个方面:
(1)调速节能
根据注塑机的工艺要求,把总压阀、低压阀、一压阀、二压阀的开关信号经注塑机电脑板转换后加在变频器的输入端作为变频器的频率给定信号,使变频器的输出频率随比例阀的模拟信号成线形变化,在需要压力和流量较小的工艺过程中使电动机转速降低,从而降低电动机的输出功率,在冷却和半成品置入过程中可以让电动机停转,使电动机在整个负载范围内的能量损耗达到最小程度。
(2)提高功率因数节能
无功功率不但增加线损和设备的发热,更主要的是因为功率因数的降低导致电网有功功率的降低。普通定量泵注塑机的功率因数值在0.6~0.8之间,而使用变频调速装置后,由于变频器内滤波电容的补偿作用,使得功率因数提高到0.96以上,从而减小了无功损耗,增大了电网的有功功率。
(3)软起动节能
由于原电动机为直接起动或Y一△降压起动,起动电流等于(4~7)倍的额定电流,这样会对机电设备和供电电网造成严重的冲击,而且还会增加电网容量要求,起动时产生的大电流和震动对设备的使用寿命极为不利。而使用变频节能装置后,利用变频器的软起动功能将使起动电流从零开始,最大值被限制在变频器设置的加速中电流限幅水平以内,一般不超过l.7倍额定电流,减轻了对电网的冲击和对电网容量的要求,延长了设备和模具的使用寿命。
3 注塑机变频改造的控制电路方案
3.1注塑机变频改造的控制电路图(如图2)
注塑机变频政造时采用变频+工频工作方式,控制电路如下图所示。其变频工作方式、工频工作方式和停止工作的选择是由多位开关WK控制来实现。采用工频旁路目的是为了在变频器出故障时可直接切换到工频运行,而不影响生产。
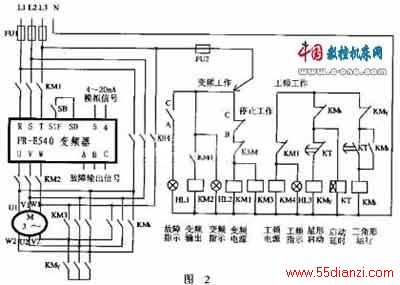
3.2变频工作方式
(1)接通变频工作电源。当多位开关WK合向变频工作电源时,接触器KMI线圈得电动作,KMI辅助常闭触头断开,工频工作电路无法得电,从而实现变频工作电路和工频工作电路的相互联锁;同时接触器KM4线圈得电动作,KM4主触头闭合,电动机接成△形连接。KMl主触头闭合,三相交流电通入变频器。KMI辅助常开触头闭合,接触器KM2线圈得电动作,KM2主触头闭合,变频器与三相交流电动机电路接通,等待工作指令;同时变频工作HL2指示灯亮。
(2)变频器调速工作过程。按下变频器起动开关SB,变频器开始运行,注塑机开始工作。注塑机电脑板把注塑机液压传动的压力和流量信号,经处理后变成4~20mA的电流模拟信号,送入到变频器的4、5号端口。变频器通过内置的PID调节功能,利用注塑机电脑板传送来的4~20mA的电流模拟信号,来调节电动机的转速,从而实现了注塑机液压传动的压力和流量信号控制电动机的转动,把恒压泵变成了变压泵,满足了注塑机液压传动的不同液压和流量的要求。这样就大大减少了合模、开模的震动,稳定了生产工艺,提高了产品的档次和质量,减少了机械故障,延长了机械使用寿命,同时也节约了电能,产生了良好的经济效益。
(3)变频器的保护和故障处理。变频器自身具有过电流、过载、过压、欠压、短路等多种保护功能,它不仅能保护变频器自身,而且能保护电动机,进一步保护注塑机液压系统、机械系统,防止不恰当的操作可能带来的危害,所以不需要另设专门保护电路。如执行动作所需要的压力、速度超过注塑机系统的压力、速度,变频器即进入保护状态。又如低温强行储料,因注塑机过负载工作,变频器就会出现过电流或过负载保护,切断电动机电源,保护机器不受伤害。若是在工频状态下,注塑机可以借助强大的动力超负荷工作,可能造成扭断料筒、螺杆或损坏液压马达等事故。当变频器发生故障时,B和C两端的常闭开关断开,接触器KMI线圈失电复位,变频器工作电源断开,停止工作;A和c两端的常开开关闭合,故障指示灯HLl亮。等待排除故障后,变频器重新起动工作。
3.3工频工作方式
当多位开关WK合向工频工作电源时,接触器KM4线圈得电动作,KM4辅助常闭触头断开,变频工作电路无法得电,从而实现工频工作电路和变频工作电路的相互联锁:同时电动机采用Y一△降压方法起动运行,注塑机开始工作,工频工作HL3指示灯亮。
4 注塑机变频改造接线方便的优点
注塑机变频改造接线时,保留注塑机原有的电脑控制系统和液压传动系统的油路及电动机的Y一△降压起动运行电路不变,采用变频节能/工频运行转换控制方式,避免了发生故障时影响正常生产:更换模具时只须改变注塑机电脑板的工作程序,无须对变频器做任何调节。
5 注塑机变频改造的良好效益
5.1降低了生产成本和节电效果明显






