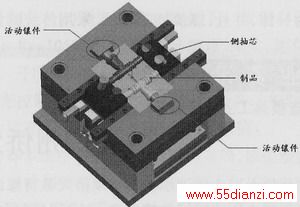
����������ͨ����PEԭ�ϣ��ṹ�ϱȽ����⣬��ͼ1��ʾ������������������Ʒֻ�ܽ�������ѡ����Ʒ����������ȷ�����������ϣ����Ҳ��öԳ�ʽ������һģ��ǻ�������ƱȽ����������ֱ�ӷ��͵õ���ֱͨ���ֵ���о��ģҲ�����ɴ�ͳ��б��������������ģ���ؼ�������Ʒ����ͨ�����Ʋ��ֵ���ģ��ƣ�����Ʒ���������ݾ�Ϊ2mm��һ��Ҫ��ת42.5/2=21.25Ȧ�����ܽ���о��ȫ�ѳ���Ʒ��

ͼ1 ��Ʒͼ
2 ģ������ѵ㼰��������Ʒ����ģ�ѵ����ڵ���ͨ����ģ�ϣ�M22������չ����L1=(42.5/2)��3.14x22=1466mm��������ó��ֳ�����ģ��ʽ��ģ�����ǵ�ע�ܻ�����Ч��ģ���룬�����ij������������300mm����˴�����Ҫѡ5:1��Ҫ�����˴�Ĵ����ȣ�ģ�ߵ�����Ʊغܴ���ˣ���ͳ�Ĵ���ģ��ͨ��ѡ�û�������ƣ����˹��ķ�����������������ͼ2��ʾ����ģ������������Ʒһ����Ȼ���ֹ���ģ��������ģ�ߣ�������һ��ע�ܹ��̡�
ͼ2��ͳ�����û����ķ���
3 ���١�ȫ�Զ���ģ�Ĵ������
���ݸ���Ʒ���ص㣬����ֻҪ�ѳ�����Ʒ���Ʋ���Ȼ����ֱ�ӽ���о����Ϳ���ʵ����ģ�ˣ��������ݾ�Ϊ1.5mm������ֻ��Ҫ����о��ת8��2=4Ȧ��Ϊ�˱�֤���Ʋ�����ë������о��תȦ����Ϊ4.5Ȧ�� ��������������ģ��ѡ��1mm������������ֶ���������2:1�����ֶ������һ������3:2ϵͳ������Ϊ3:1������������Ϊ30�ݣ�����һ�ij���Ϊ30�ݣ���˳�������Ϊ45�ݡ���ͼ3��ʾ���ĸ������̶��ڶ�ģ�ϣ�1/3������ͬ����֣�����ģʱ�����еij��ֶ������ϵģ�����һ�ڳ�����ת�����Ӷ�����4��о���������������ٶ�ת��������о���ֵ����Ʋ�����ȫ����Ʒ���ѳ�ʱ��װ�ڳ����ϵ�����б��պýӴ����飬���ҽ�������о����һ���ѳ���Ʒ����ͼ4��ʾ��ͼ��4����о�����ᣬ2Ϊ��ͭ��ĸ���ݾ����Ƽ����ݾ���ͬ�����ԣ�������о�������ת������о���Զ�����Ʒ���ѳ����������˼���Ʒ�����Ʋ��֡�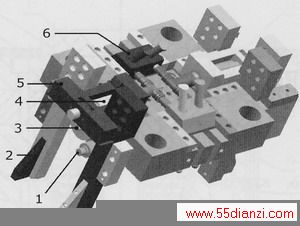
1-����һ 2-���� 3-���ֶ� 4-������ 5-���� 6-�����
ͼ3 �������
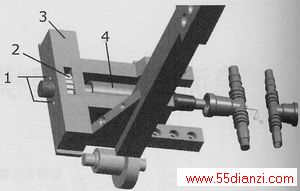
1-��˿ 2-��ͭ��ĸ 3-���� 4-������
ͼ4 �˶�����ʾ��ͼ






