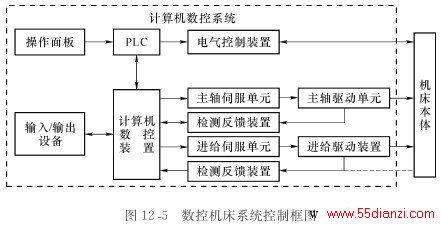
�������ػ���������һ�廯�ĵ��Ͳ�Ʒ���ǻ����硢Һ������ȶ�ѧ�Ƶ��ۺ�����ϣ��ɻ�������ͼ��������ϵͳ������ɡ����Ĺ����������ô��뻯��������Ϣ�������ƶ��켣������Ϣ��¼�ڳ�������ϣ�Ȼ����������ϵͳ������������㣬���ƻ������ߺ���������˶����ӹ������蹤����
���������������ػ�����ռ����Ҫ�ĵ�λ�������ӺͲ��������ػ�����ÿһ���������̡������Խ�������Ϊ�������ܴ����������ػ����е�Ӧ�á�
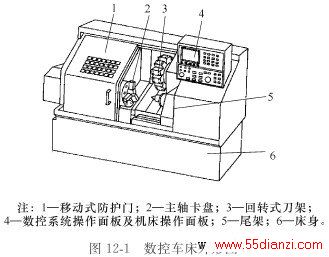
������λ�ü��װ��Ϊ�����Ĵ��������ڱ�֤���ػ����߾��ȷ���������Ҫ���ã���ͼ12�\1��ʾ�����س���������ͼ����ͼ12�\2��ʾΪж����Ǻ�����س����ڲ��ṹ��ɡ�
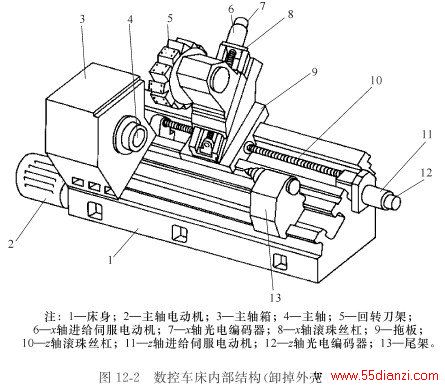
�����ϰ�ĺ����˶�Ϊz�ᣬ��z������ŷ��綯��ͨ��z�����˿����ʵ��;�ϰ��ϵ��ܵľ����˶�Ϊx�ᣬ��x������ŷ��綯��ͨ��x�����˿����ʵ�֡��ŷ��綯���˲����й������������ڽ�λ�Ʋ��������ֲ��٣���λ��ͨ��˿���ݾ��ܼ�ӷ�ӳ�ϰ�ܵ�ֱ��λ�ơ�
������z��Ϊ����������ŷ����ƿ�ͼ��ͼ12�\3��ʾ�������ŷ��綯�������ϰ��˶�����������������ֱ��λ��x�����ȵ������źţ����źŷ�ӳ���ϰ��ʵ��λ��ֵ������Ϊλ�÷����ź�Pf��������ϵͳ�����õ�λ��ָ��Pc���бȽϣ�����λ��ƫ���ź�Pe��Pe=Pc-Pf�����ź�ת����·�����ٶȿ����ź�nc��nc���ٶȷ����ź�nf�ȽϺ��źŵ��ں��������϶��ŷ������������˿����ĸ�����ϰ������ֱ���˶���
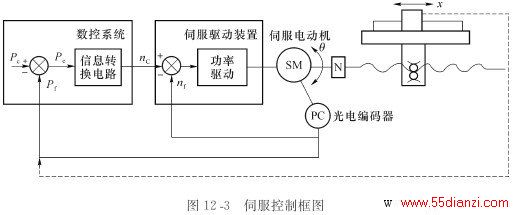
�������ϰ��˶���Pf=Pcʱ����Pe=Pc-Pf=0���ŷ��綯��ͣת�������ϰ��ͣ��λ��ָ��Pc���涨��λ�ô���
�����ɴ˿ɼ������������ķֱ��������˹���̨ʵ��λ��ֵ�ľ��ȣ��Ӷ�Ӱ�쵽���ػ���λ�ÿ��Ƶľ��ȡ����ػ����еĽDZ���������ù���������һ��λ�ò���ѡ������ʽ����Ҫ�IJ���ѡ�þ���ʽ��
�������⣬���ŷ��綯��ͬ�����ӵĹ�������һ�������ڲ���˿�ܵĽ�λ��θ;��һ����Ҳ���������ֲ��٣������ٶȷ����ź�nf ��
�����ڸ߾������ػ����У�λ�ü��װ�ÿɲ���ֱ�߹�դ�����IJ������ȱȹ��������ߣ����۸�Ҳ�ϸߡ���ͼ12�\4��ʾΪ��դ�����س���z���ϵİ�װʾ��ͼ��
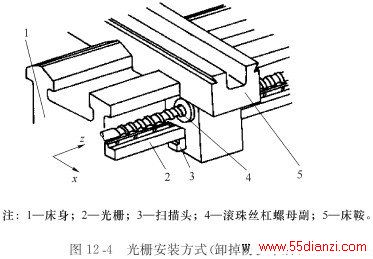
������դ�߹̶��ڴ����ϣ��ڽ��������У�ɨ��ͷ���ϰ��˶���������ֱ��λ��x�����ȵ������źţ����ź�ֱ�ӷ�ӳ���ϰ��ʵ��λ��ֵ��Ŀǰ�����ػ����õĹ�դ�ֱ����ɴ�1 μ m�����߾��ȵĿɴ�0.1 μ m��
�������˵�ù���������Ϊ����̨λ�ü��װ�õ��ŷ�ϵͳ��Ϊ��ջ�����ϵͳ�Ļ�����ô���ù�դ��Ϊ����̨λ�ü��װ�õ��ŷ�ϵͳ�ͳ�Ϊȫ�ջ�����ϵͳ����ͼ12�\5�е����߲�����ʾ��
�������⣬���������������������Ҳ��һ���������������ڳ����ƵĿ��ơ���������ʹ�����ת����z�������ƥ�䣬�Ա�֤�ݾ��һ���ԡ�






