目前,随着制造业的进一步发展,在机械加工企业中,面临着更多的小批量,多品种且加工复杂的机械零件,需求量越来越大,但旧式的普通机床,往往只能对单一或者几种产品进行加工,而且加工效率低,工作强度大,加工质量不稳定,使生产受到很大限制,现以北光机械的双缸后送料机床为例,介绍该类车床采用永宏 PLC 实现多功能全自动控制。
由于可编程控制器(PLC)具有可编程性,通用性、适应性强,针对工业控制设计,可靠性高,同时有完善的故障自诊断能力且维修方便,因此小型PLC具有很高的性价比,因此在普通车床的控制电路改造设计中发挥了极其重要的作用。
送料前,电机需停止,送料到位时,封口向下,封口到位后,送料继续直至送料到封口,此时主轴上的夹头夹紧工具,退料,然后通过变频器驱动主电机高速旋转,接下来按照功能的选择,进刀,工进,倒角,最后回原位,完成加工工艺。
根据加工工艺,对电气控制提出如下要求:
1) 主电机采用三相异步电动机,通过变频器控制,要求能够快速启停;且由于加工速度快,启停频繁,需接400Ω,260W的制动电阻;
2) 油泵电机与主轴电机都应有必要的短路保护及过载保护;
3) 有三种模式可以选择,分别为手动、单循环、自动。毕竟将油泵及电机离合器闭合时,方可启动单循环及自动工作;
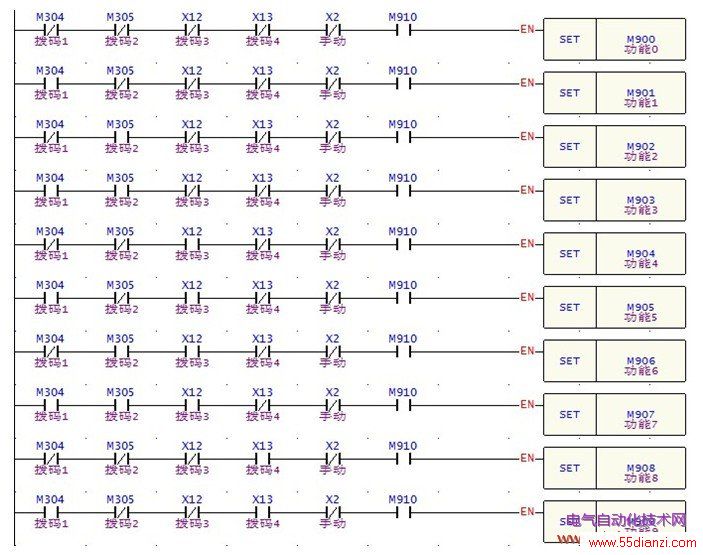
4) 有10种功能,通过拨码开关进行选择,在单循环及自动工作时,改变拨码开关改变功能无效,需切换到手动功能更改才有效;
5) 需有急停按钮,防止启动或运行时发生意外。
为实现上述车床的电气控制要求,选用台湾永宏PLC的FBS系列,型号为FBS-40MAT,I/O点数为40点,有24点输入,16点输出,其I/O接线图如图1所示。
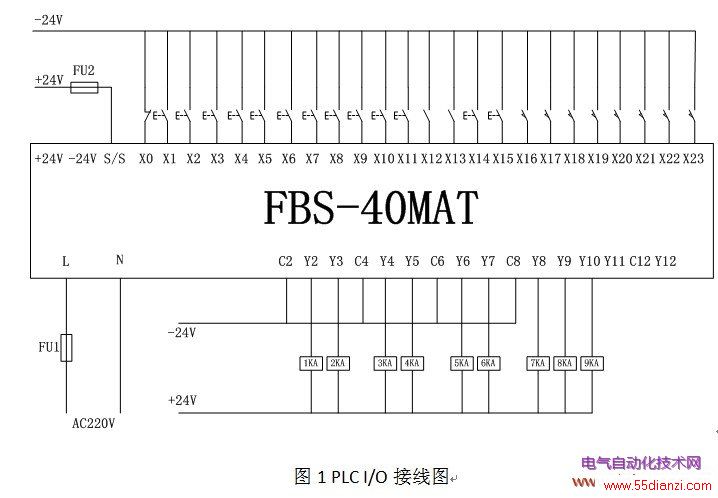
PLC输入、输入I/O分配表如表1、表2所示。
表1 输入信号地址分配表
名称
地址
名称
地址
急停按钮
自动
手动
自动启动
进料按钮(拨码1)
退料按钮(拨码2)
封口按钮
夹紧按钮
进刀按钮
退刀按钮
离合器
车退按钮
X0
X1
X2
X3
X4
X5
X6
X7
X8
X9
X10
X11
拨码3
拨码4
进复位
料进到位
料退到位
封口到位
夹紧到位
台进到位
台退到位
车到位
退复位
中间位停
X12
X13
X14
X15
X16
X17
X18
X19
X20
X21
X22
X23
表2 输出信号地址分配表
名称
地址
名称
地址
料进
料退
封口
夹紧
进刀
Y2
Y3
Y4
Y5
Y6
退刀
车进
刹车
离合器
Y7
Y8
Y9
Y10
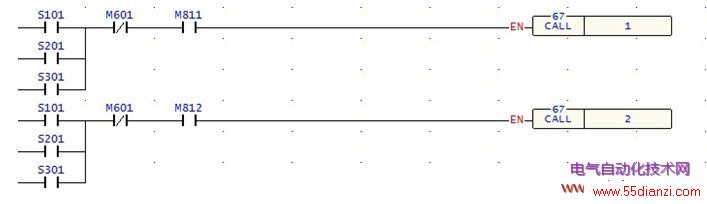
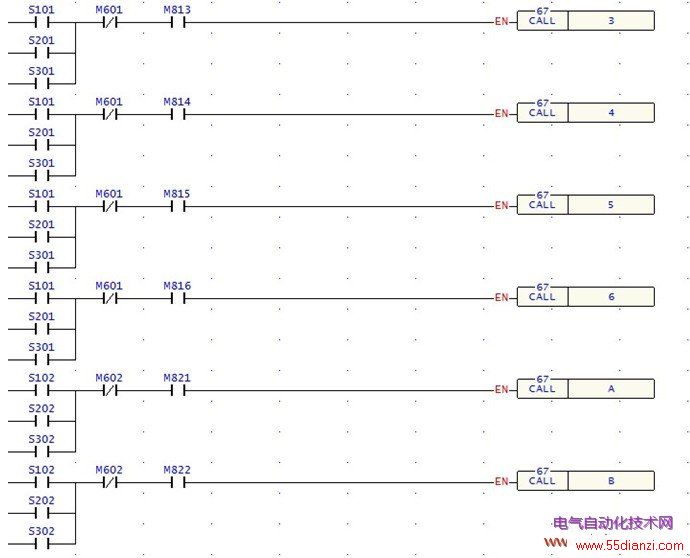
控制思路为:首先,PLC读取拨码开关的状态设定功能,并将每个功能所会用到的动作进行分类,主程序框架采用步进指令编写,在每步按照功能的不同,调用对应的子程序,完成加工工艺。
根据系统技术要求,按照车床生产工艺编写程序。并通过现场机床进行调试,运行正常、可靠、安全。
有10种功能可供选择,功能列表如表3所示。
表3 双缸后送料功能列表
正刀拖板A
反刀拖板B
功能0
割槽
割槽
功能1
平头
割槽
功能2
平头
割槽
功能3
平头
无
功能4
车外圆
割槽
功能5
车外圆
割槽
功能6
车外圆
无
功能7
打孔
割槽
功能8
打孔
割槽
功能9
打孔
无
当拨码开关显示为0时:A缸先割槽,B缸后割槽。
当拨码开关显示为1时:A缸线平头,B缸后割槽。
当拨码开关显示为2时:B缸先割槽,A缸后割槽。
当拨码开关显示为3时:A缸平头,B缸不动。
以后动作以此类推。
功能选择程序
调用子程序
本文关键字:自动车床 机床,应用领域 - 机床
上一篇:东能伺服在卧式数控机床上的应用






