珩磨是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。这种工艺不仅能高效去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度和表面粗糙度(一般可达Ra0.2~1.0mm,甚至可以低于Ra0.025mm)的有效加工方法,尤其适合于薄壁孔和刚性不足的工件或较硬材料工件的加工,在汽车零部件的制造中应用很广泛,尤其是发动机缸体的制造。
气缸孔平台网纹珩磨
平台珩磨、滑动珩磨是较普通珩磨更为先进的珩磨工艺,具有气缸孔表面微观形貌呈光滑的平顶(而不是尖峰),与相对较深的波谷(与普通珩磨相比波谷较深)规律性地间隔分布、发动机的磨合周期短、润滑条件好和生产效率高等优点,是目前发动机气缸孔珩磨工艺的主流。平台珩磨和滑动珩磨工艺对于提高汽车发动机的气缸体质量、提高发动机的使用寿命,提高发动机的经济性和动力性有重要意义,特别是对克服发动机早期磨损和降低发动机油耗等方面起到了至关重要的作用。本文结合我公司实际应用重点探讨平台网纹珩磨。
1. 平台网纹的评定参数及定义
平台网纹总体的要求是表面微观结构上有一定数量和一定深度的深沟,深沟之外的部分是平台,平台网纹就像稻田一样(见图1)。
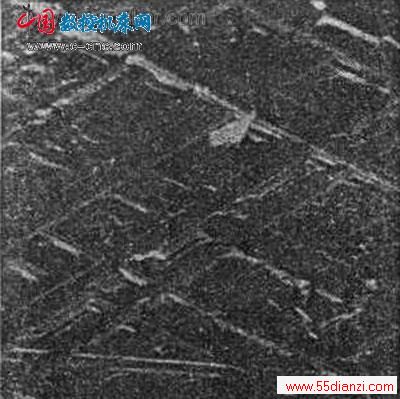
图1 平台网纹表面的微观结构
平台网纹评定的主要参数一般有如下几个:Rpk――简约峰高,指粗糙度核心轮廓上方的轮廓峰的平均高度;Rk――粗糙度核心轮廓深度,指粗糙度核心轮廓的深度;Rvk――简约谷深,指从粗糙度核心轮廓延伸到材料内的轮廓谷的平均深度;Mr1――尖峰轮廓支承长度率,是一条将轮廓峰分离出粗糙度核心轮廓的截线而确定的轮廓支承率;Mr2――沟谷轮廓支承长度率,是一条将轮廓谷分离出粗糙度核心轮廓的截线而确定的轮廓支承率;Rz――平均峰谷高度,是指每一个测量距离内粗糙度轮廓的最大轮廓峰顶高度与最大谷底深度之和,通常取5个单位测量范围内的平均值;珩磨角―― 一般是指网纹交叉线在垂直于轴线方向上的夹角。具体见图2所示。
本文关键字:气缸 机床,应用领域 - 机床
上一篇:精密高质量铣削模具






