技术背景
在曲轴的生产制造过程中,工装夹具是直接影响产品质量和生产周期的重要环节。
举例来说,对曲轴主轴颈和连杆颈进行钻油孔,其加工需要分别在两台摇臂钻床上各配一套钻孔夹具分两道工序完成,所以每种曲轴都需要两套夹具,不仅通用性差,而且还造成夹具的制造成本高、生产周期长,装夹次数多、效率低。因此,我公司的技术人员一直期望使用一种结构合理、组装方便、制造简单、夹紧速度快的夹紧装置。
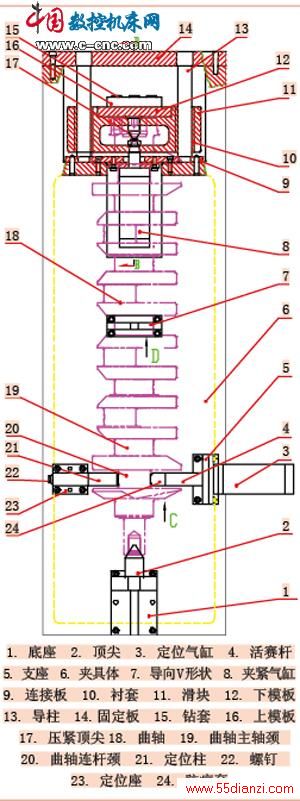
图1 曲轴夹具装置
目前,偏心轮或螺旋夹紧机构是应用较多的一种夹紧机构。偏心轮夹紧机构加工操作方便、夹紧迅速,缺点是夹紧力和夹紧行程都小;螺旋夹紧机构结构简单、夹紧可靠和通用性好,而且由于螺旋升角小,螺旋夹紧机构的自锁性能好,夹紧力和夹紧行程都较大,缺点是手动夹紧,夹紧动作慢、劳动强度大。为了克服上述不足,我们开始自行研制气动夹紧装置。
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:活塞销孔凸点问题的解决措施






