活塞销孔是活塞最关键的部位之一,精镗销孔工序作为活塞机械加工的质量控制点,其加工质量的好坏直接影响到活塞的使用性能。
轿车类活塞的销孔直径较小,一般为14~21mm;尺寸公差要求严格,一般为0.004~0.006mm;形状精度要求较高,一般销孔圆柱度为0.0015mm;表面粗糙度要求较高,一般为Ra0.2~0.4;且多数产品销孔要求分组。以上因素不同程度地加大了轿车活塞销孔的加工难度。
我公司生产的长城GW413EF活塞及南汽N4活塞曾先后发生过活塞销装配困难问题。另外,部分带销座油孔的轿车活塞也因销座油孔与销孔相交处出现凸点引起活塞销孔不同形式的失效。图1所示为销座油孔与销孔相交处出现凸点而使活塞销与销孔之间的润滑油膜被破坏,干摩擦产生大量热量,最终导致该部位的熔融及黏着。
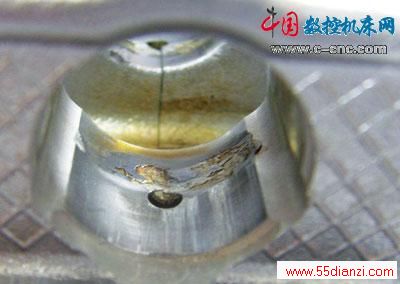
图1 销座油孔与销孔相交处的凸点引起的销孔失效
以上问题我们归结为活塞销孔凸点问题,对此我公司成立了专门的项目组,对其形成原因进行分析,提出了可行的解决措施。
原因分析
通过仔细的研究分析,考虑到影响销孔加工的各种因素,如:机床、工装夹具、活塞材料、金相、热处理和环境等,我们得出以下结论:
1.机床、工装方面
(1)我公司用的镗杆多数材质为45#钢,其自身刚度低,加工轿车类活塞所用镗杆直径较小,在加工过程中受弯曲、扭转和压缩载荷组合作用会产生振动。
(2)有的轿车活塞内挡比较窄,其宽度小于一侧销孔的宽度,镗削时存在粗精两把刀同时吃刀的现象,从而导致销孔靠近内腔边缘处出现凸台。
(3)加工销座油孔的台钻精度低、转速慢,且大部分为手动加工,销座孔无法达到较高的加工质量。
2.活塞材质方面
活塞材料、金相和热处理等方面的原因使活塞成品在长时间存放后产生变形、冒碱(销孔内)等缺陷,造成活塞销孔穿销困难。
3.加工方面
(1)座孔加工时,如果钻头刃磨质量差、钻头不锋利可能会造成座孔周围应力集中,在后续的工序中这些应力得到释放,从而形成凸点。
(2)精孔加工时,加工到销座油孔是断续切削,受镗杆刚性及刀具质量的影响,容易造成在销座油孔出口侧形成凸点。
(3)滚压销孔时,虽然可以暂时将加工中形成的凸点压掉,但只是让该点发生了弹性变形,后续的存储过程中,该凸点又会慢慢反弹出来。从南汽N4以及长城GW413EF活塞的试验情况来看,这种反弹在1个月后就会非常明显地反映出来。
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:台安N310在石材切割机上的应用






