随着信息化社会的到来,制造业已从单纯依靠提高设备的自动化程度和加工精度占有市场,转向以信息为基础 ,从产品整个生命周期的大系统的角度来适应市场,满足社会各方面需求,增强企业的竞争能力。发达国家纷纷投入巨资研究制造业面临的挑战和相应的对策,从而提出了计算机集成制造、精良生产、灵捷制造、并行工程、智能制造等概念[1,2]。 这些概念从不同角度和层次展示了未来制造业应具有的特征,为企业的发展指明了方向。但这些制造模式的实现,必须建立在新型加工设备的基础之上。因此,加工设备也要适应这种发展的变化,在不断提高自动化水平的同时,注意整体、人和信息的因素,以信息为纽带、人为中心,具有相对独立性的智能化的加工设备,是未来发展的方向。
1 CNC的智能化
智能制造模式的思想将系统各部分“浓缩”,系统由这些“浓缩”的智能体组成,每个智能体的结构同系统的结构相类似,1个智能体就是1个相对独立的“细胞”,系统就由这些细胞分工协作组成。系统的规模可大可小,任何规模或任何层次的制造系统都由若干个完成不同任务的环节组成,各环节在独立完成自身任务的同时,相互协作,共同完成制造任务。
要实现制造系统整体智能化,就要使组成制造系统的各个单元设备具有必要的智能。数控系统的智能化,首先要确定数控系统智能化的方向、层次及其智能表述。数控系统的智能化应从以下方面入手:
(1)任务规划的智能化 是CNC将接受的任务,变为数控机床随环境的变化而不断调整的目标任务。
(2)自我完善和提高的能力 表现为CNC获取知识的能力,包含向专家学习,丰富和提高机器的“知识”结构的能力和通过给定奖惩函数,自身提炼新知识的能力。
(3)自适应的人机界面 机器能够适应不同的操作人员,提供不同的人机接口及充分的信息交换能力。
(4)加工过程的智能控制 通过对影响加工过程的因素和被控量的检测及提取,快速实现目标的智能决策和控制。
(5)故障诊断智能化 快速确定故障的原因和部位,自动或指导排除故障。
2 CNC智能的分析
ICNC同传统数控系统重要的区别之一就在于它可参与任务规划,承担适合自己的加工任务,并能不断调整目标任务。ICNC的任务规划就是将任务进行分析、推理和决策,将其转变 为自主完成目标或与其它智能单元合作完成的子任务分解。具体的任务集可用BNF范式来描述:
<任务集>::={任务列表}
<任务列表>::=<任务>|<任务列表><任务>
<任务>::=<标识号><零件描述><毛坯描述><辅助信息>
<零件描述>::=<几何描述><工艺信息>
<辅助信息>::=<时间><零件个数>
<时间>::=<开始时间><理论完成时间><极限完成时间>
发出者以广播的形式向系统内所有具有完成能力的智能单元发出任务通告,其中1个智能单元(W)接受了这个任务(T),如果不能独立完成,就将任务进行规划并分解为T(T0,T1, T2,…),同时将子任务进一步广播出去,直到组成1个任务小组,合作完成这个任务,然后将回答信号报告给任务发出者(见图1)。由于微处理器计算速度和应用水平的限制,目前把包含C AM/C APP的智能规划集成到CNC中还有一定的困难,这部分工作可由离线的专用调度机来完成。
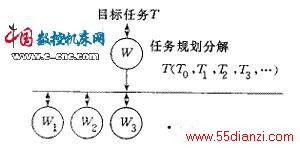
图1 ICNC任务规划
CNC将自己承担的任务进一步规划成相关的有序事件组成的活动A。事件E是机器单独的本原规则或活动,那么活动可以表示成A={ei,ej,ek,…}。1个活动可以由 许多组事件组合,CNC从中选择1组最佳的事件组合,并在执行过程中根据环境的变化随时调整。例如在加工过程中,刀具破损时则必须重新更换刀具。这时CNC必须修改活动A的内容 ,增加更换刀具的事件,而且还要弥补所耽误的时间,保证按时完成任务。所以智能调度是 CNC智能化的1个重要方面。
CNC知识的表达及获取知识的能力是CNC智能化的基础,常规的知识表示方法有多种,每一种方法都有其使用的范围。数控机床是典型的机电一体化产品,知识的覆盖面很广,故障诊断知识以谓词逻辑法表达为主。
ICNC的重要特点是其具有独立性,它反映系统对环境和自身变化的自律性,即系统对所出现的各种异常,自动调节自身的状态,来保证系统目标的实现,在出现系统自身不能克服的 异常故障时,尽力消除不利影响防止异常扩大,保证系统安全,并将分析的结果报给上级。图2是ICNC的最后环节伺服控制和诊断维修之间关系的原理框图,传感器采集环境和机床的信息,有关伺服控制的信息直接传递给智能伺服控制环节,其它信息传递给故障诊断模块,故障诊断模块对信息进行分析处理,将结果通知维修模块,维修模块对故障诊断结果进行判断,如有故障,根据故障的类型通知任务分析模块,任务分析模块作出调整任务或终止伺服控制指令,维修模块可进行自修复或给出维修指导。通过以上分析可知,ICNC中的故障维修专家系统直接参加CNC的加工控制,因而是具有实时性的智能环节,同传统的专家系统概念有所区别。

图2 ICNC的诊断维修及位控框图
上一篇:最优化的CNC切削方案






