讨论高含钻量的YG18硬质合金的激光焊接性能。以Cu作为填充材料,通过激光热导焊可以获得良好的钎焊接头。在激光深熔焊模式下,焊缝上部两侧WC的部分熔化不会导致明显的缺陷,焊缝下部则形成与热导焊模式下相似的钎焊缝。
硬质合金根据Co含量的不同,划分为不同的牌号,YG18是一种含钻量较高的烧结硬质合金。钻含量的提高使其相对于低含钻量的硬质合金而言,一方面在治金性能上表现出更多的金属性,另一方面,其焊接性能也获得了一定程度的改善.实验条件
实验采用3kW快速轴流CO2激光器(光束模式为TEM00+TEM01)和CNC数控机床。选用厚度为17mm的YG18硬质合金为母材,紫铜为填充材料,焊接过程中使用专用夹具将焊接试样固定在保护腔内,采用Ar气作为保护气体。
在焊接实验之后,使用CSM - 950扫描电镜(配TN5402能谱仪),进行硬质合金的钎焊接头形貌的分析。
实验结果
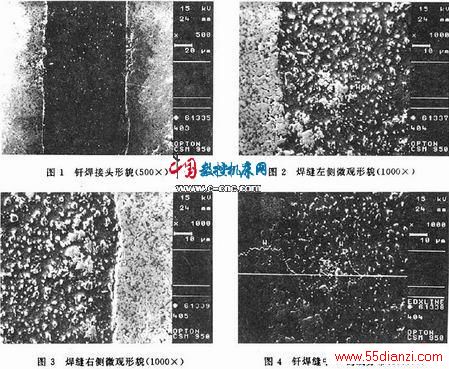
在热导焊实验时,在较低的激光输出功率(G700W)和扫描速度(0.15m/min)条件下,钎料及焊缝两侧的硬质合金基体较为均匀地受热,既没有产生温度过高的硬质合金熔化的区域,也避免了Cu的汽化、蒸发,熔化的铜有相对充足的时间来润湿硬质合金。图1是YG18硬质合金激光钎焊接头的电子显微形貌。中部为Cu层,两侧为硬质合金,在二者之间形成了很好的钎接接头,在整个焊缝的范围内,都形成了与此相似的钎焊缝。可见,作为填充材料的铜能够完全润湿硬质合金。扫描电镜较高放大倍数下观察发现,由于C。和Cu的适度熔化,使少量的颗粒状WC扩散到Cu层中。图2和图3分别是钎焊缝两侧的显微组织,其中颜色较深的部分是Cu层,通过对它的微区成分分析(图4)可以确定在其中弥散分布的是WC颗粒,这一部分WC颗粒在溶入到Cu液的过程中,发生了边界和尖角的部分溶解,从而形成了WC颗粒与Cu钎焊层界面上良好的冶金结合。
本文关键字:激光焊接 机床,应用领域 - 机床
上一篇:熔核直径的确认与焊接质量保证






