对于焊点焊接质量确认,工件破坏性试验具有良好的操作性和简便性,因此已被广泛作为汽车制造厂家进行车身焊点质量确认的常规试验方法,满足绝大多数生产方面的工艺要求。
汽车车身上有成千上万个焊点,在不同的厂家和不同的车型上,这些焊点可能是在不同的位置、由多个厂商焊接完成,因此,车身正式调试及生产前,必须对其焊接质量进行确认,并对发现的问题及时采取措施,保证最终大批量生产的焊接质量。
常用的焊点焊接质量确认方式有外观试验、断面试验、抗拉剪切试验、平滑度试验以及工件破坏性试验(撕开试验-熔核直径确认)等。其中,工件破坏性试验具有良好的操作性和简便性,已被很多汽车制造厂家作为进行车身焊点质量确认的常规试验方法。工件破坏性试验含工艺试片试验和实物(工件)破坏试验两种,可以满足绝大多数生产方面的工艺要求。
熔核直径与焊接质量
由于焊点的拉伸剪切载荷与熔核直径有良好的对应关系(见图),载荷与熔核直径间有相应的比例关系,而且该比例关系对不同的板厚也相应成立,因此,工件破坏性试验中,熔核直径便成了评定点焊焊接质量的主要指标之一。
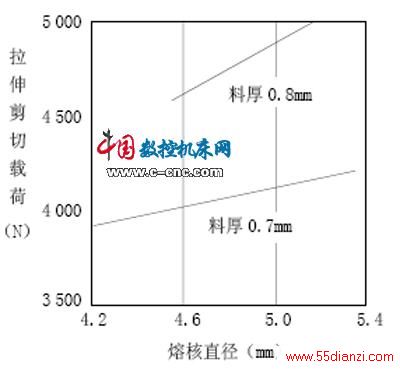
冷轧钢板的熔核直径与拉伸剪切载荷的关系
三个参数是影响焊接热、影响熔核直径的主要因素。
总电阻R=2Rw+Rc+2Rew,其中Rw为工件本身电阻,Rc为两工件间接触电阻、Rew为电极与工件间接触电阻。因此,当工件和电极确定后,R主要受Rc影响,而影响Rc的主要因素是焊接压力。
工艺试片的材料代用
车身由多个工件焊接而成,这些工件可能一部分为进口件,一部分为国产外制、自制件,国产外制件及进口件均可能出现工艺试片与设计工件的材料差异,因此,有时需要使用代用材料。
车身使用的钢板材料种类主要有三种:冷轧钢板、热轧钢板及冷轧高强度钢板,每种钢板都有表面无处理钢板和表面处理钢板,其中表面处理钢板主要是电镀锌钢板、热镀锌钢板及热镀锌铁合金钢板。
材料代用主要考虑材料对总电阻R的影响以及由其引起的对I和t的影响。车身点焊参数设定的相关标准(国标、行标或企标)中,材料对焊接参数的影响体现为:钢板种类、料厚、抗拉强度、有无镀层及镀层类别等。
材料代用原则:
1.同种钢板材料代用,如:冷轧板与冷轧板之间、热轧板与热轧板之间可考虑代用;
2.工艺试片抗拉强度与工件抗拉强度应尽量接近,高强板(抗拉强度≥440MPa)与非高强板(抗拉强度<440MPa)之间不代用;
3.有表面处理钢板与无表面处理钢板之间代用时,依据焊接参数设定标准,代用材料不使实际生产焊接参数产生变化,可代用;
4.尽量选用相同的料厚,满足不了要求的情况下,依据设计工件材料允许的料厚变化范围内选择。
本文关键字:焊接 机床,应用领域 - 机床
上一篇:高效加工中刀具的正确选用






