一、六点定位原理
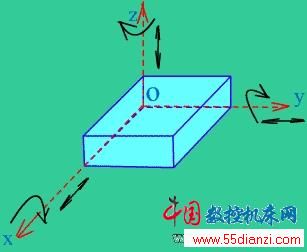
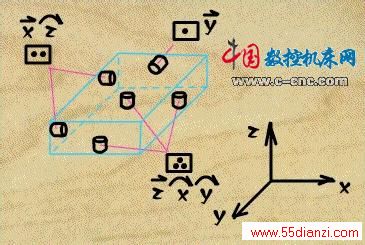
任何未定位的工件在空间直角坐标系中都具有六个自由度。工件定位的任务就是根据加工要求限制工件的全部或部分自由度。工件的六点定位原理是指用六个支撑点来分别限制工件的六个自由度,从而使工件在空间得到确定定位的方法。
二、完全定位与不完全定位
工件的六个自由度完全被限制的定位称为完全定位。按加工要求,允许有一个或几个自由度不被限制的定位称为不完全定位。
图6-2a所示,在工件上加工不通槽。槽宽由刀具直径保证,但是要保证尺寸A,就需要限制 、
、 、
、 ,要保证尺寸B,需要限制、
,要保证尺寸B,需要限制、 ,要保证尺寸C,需要限制,所以六个自由度都要限制。
,要保证尺寸C,需要限制,所以六个自由度都要限制。

图6-2 不同加工要求的工件
图6-3b所示,在工件上加工通槽,不需要保证尺寸C,所以也不必限制,只需要限制其它五个自由度就可以了。这种定位虽然没有完全限制工件的六个自由度,但保证加工精度的自由度已全部限制,因此也是合理的定位,在实际夹具定位中普遍存在。
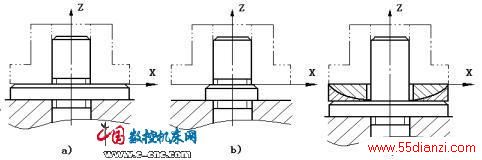
图6-3 工件过定位情况及改善措施
三、支承点与定位元件
按工序的加工要求,工件应该限制的自由度而未予限制的定位,称为欠定位。在确定工件定位方案时,欠定位时绝对不允许的。
工件的同一自由度背二个或二个以上的支撑点重复限制的定位,称为过定位。在通常情况下,应尽量避免出现过定位。
本文关键字:夹具 机床,应用领域 - 机床






