丝杆、螺母结构是机械制造行业常用的传动、锁紧机构,而细长轴结构的丝杆、螺纹超长的螺母的加工,就成为机械行业单件小批量生产加工中的重点和难点。
我公司为鞍钢生产1780轧机上的压下螺母、丝杆正是典型的此类部件,该部件尺寸、形状及位置精度要求较高,加工难度大且螺距特殊。在接到生产任务后,我们认真地分析了图样和技术要求,经多方论证,最终确定了加工方案。
1、丝杆的加工
(1)丝杆的结构与技术要求 丝杆的结构如下图所示,丝杆总长2823mm,螺纹长度为2294mm,两端为配合轴径,中间为双线梯形螺纹。主要技术要求为:螺纹与配合轴径装配要求跳动量不大于0.1mm;丝杆螺纹为梯形双线螺纹,螺纹大径-0.05mm,中径小径- 0.05mm,导程为50mm,螺距为25mm,牙型角为30°,牙型表面粗糙度值Ra=1.6μm;螺距误差0.02mm, 累积螺距误差每八个螺距为±0.04mm,螺纹部分要与样板相吻合,淬火、回火硬度286~321HBW。
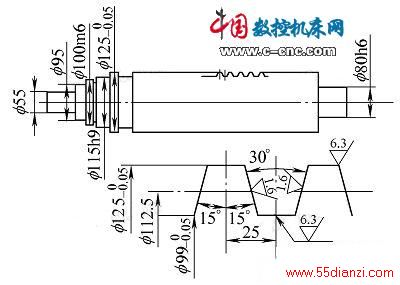
丝杆的加工图
(2)主要加工难点 该丝杆为细长轴结构,刚性差,易变形,吃刀及自重变形均会对螺纹精度造成很大影响;螺纹为特殊螺距,铭牌上没有 50mm螺距,各项形位公差精度要求高;由于是双线梯形螺纹,分头必须严格准确。
(3)工艺方案的确定 根据以上结构、技术要求及加工难点的分析,该部件主攻难点在螺纹加工及形位公差精度的保证上。因此我们确定以下方案,首先粗加工,然后调质处理;半精加工、自然时效,采用反弹法校直;精加工,选用外圆磨保证配合轴径形位公差,选用CW61100A车床保证螺纹精度。
(4)主要加工过程 具体分为以下四个步骤:
粗加工:在台镗和卧车上进行粗加工后调质处理。
半精加工:由于CW61100A铭牌上没有50mm螺距,因此在先期技术准备过程中,我们准备了螺距交换齿轮,计算公式为:
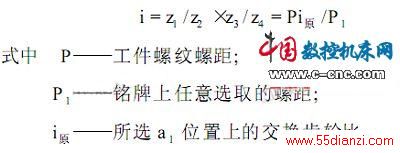
因为CW61100A原传动为45/90,因此i原为1/2。
本文关键字:螺母 机床,应用领域 - 机床
上一篇:工序集中实现曲轴油孔的高效加工






