曲轴油孔加工是曲轴加工中的难点之一,除了具有深孔加工的特点外,还因为孔与孔之间是三维分布。由于各断面尺寸、形状和刚度均不同,因此给定位、夹紧、钻孔及冷却等都带来很大难度。目前,比较传统的加工方法是:工序分散的并行加工工艺,且大多采用复合刀具。这样的工艺占地面积大、干扰因素和不确定因素多、刀具复杂且管理成本较高。
由于我公司车间厂房比较狭小,如果采取传统工艺很难适应我公司的生产需要。这就要求我们工序集中在单台设备上完成曲轴油孔系的全部加工,进一步提高效率。下面介绍一下我公司现在使用的加工工艺,不仅做到了在单台设备上一次安装后完成全部油孔系加工,而且提高了加工效率,降低了成本,不失为一种值得大家借鉴的工艺方法。
曲轴油孔系及加工要求
1. 我公司的曲轴加工线是一条全自动化生产线,其节拍为150s。受场地限制,只能采用工序集中的原则组成自动化生产线。在建线初期经综合技术评定,在方案审查时,最终同意采纳在一台专机上完成油孔系所有孔的加工工艺。
2. 从图1中可以看出,有4个φ5.5mm×52mm主轴颈通孔,4个φ5.5mm×100mm两两向反15°的主轴颈油孔与连杆轴颈油孔贯通的孔,同时,尝试采用带中心注油孔的麻花钻刀具实施孔加工。
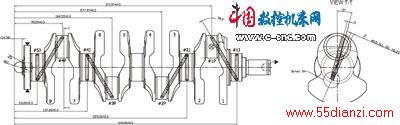
图1 长安铃木公司目前生产的四缸发动机曲轴结构
3. 曲轴毛坯材料是中碳锰钒合金钢,其硬度是HB230~285。
4. 刀具采用普通硬质合金涂层麻花钻。
曲轴油孔系加工专用机床
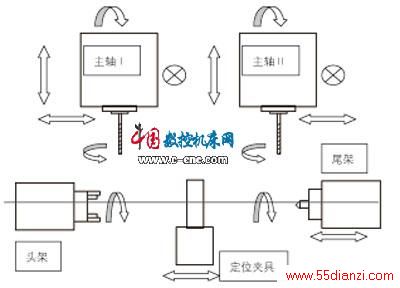
图2 专用机床的轴系分布
本专用机床设置左右两个主轴头Ⅰ和Ⅱ,这样的设置也是为了进一步提高生产效率。下面对图2中各主要部件的运动和功能做以描述:首先曲轴安装到本专机上时,按照图1主视图水平放置在头架和尾架之间。图2中各部件均处于垂直平面之内,本专机的坐标系如图3。主轴头Ⅰ和Ⅱ各自有X、Y、Z三个方向的平动,还有各自B向转动,钻头的主切削运动,并能实现自动换刀。其基本参数见表1、2、3。头架和尾架实现夹紧,并带动曲轴C向转动。尾架可以延X轴向移动,实现曲轴投入本机。其基本参数参见表4。定位夹具可延X轴向移动,实现曲轴安装时的相位定位,并抵抗曲轴在钻孔时的切削力。主轴头Ⅰ和Ⅱ两侧各设置一个刀库,刀库中设有刀具监测装置,发现有刀具折断时,设备自动报警,防止因刀具折断对设备和曲轴造成破坏。此外,电气控制系统采用西门子系统。
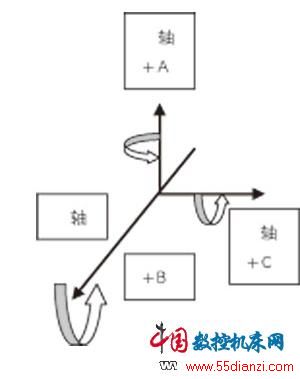
图3 专机坐标系
本文关键字:暂无联系方式机床,应用领域 - 机床
上一篇:有机玻璃球面车刀






