摘要 轴承沟道磨床砂轮的动平衡对保证零件加工精度至关重要,文中介绍了一种轴承沟道砂轮的自动平衡系统,及平衡系统实现的基本原理。
关键词 磨床砂轮 自动平衡 影响系数 锁相环
中图分类号 TG580 文献标识码 B
机床振动对轴承沟道磨床的磨削加工精度和稳定性有很大的影响,为了保证磨床的加工性能,厂家在出厂之前对电动机、皮带轮以及轴系都进行了精确的平衡,而磨床的振动最主要和最不稳定的振源是砂轮的不平衡引起的,尽管出厂前对其进行了平衡,但由于砂轮本身在加工过程中处在不断变化的过程中,如加工过程中的磨损不均匀,对冷却液的吸附不一致,修正偏差和更换新砂轮时的装配误差及材质等种种因素,都会造成砂轮系统的质量中心偏离其旋转轴线从而引起磨床振动。这种振动将使零件的加工表面出现振纹,对加工精度影响很大。因此,如果能对磨床砂轮系统进行快速高效的自动平衡,将能够有效地提高轴承零件的加工精度和生产效率。
一、平衡原理与系统结构
1.平衡原理
砂轮可以看成是由无数微小的质点组成的。这些微小质点在旋转时产生的惯性力构成的惯性力系,可以向质心简化为一个合力F,它是各个微小质点的离心力Fi,矢量的合成,即:
式中 mi――第i个微小质点的质量,kg
ri――第i个微小质点到旋转轴线的距离矢量,m
Fi――第i个微小质点产生的离心惯性力,N
M――砂轮旋转体的总质量,kg
rc――砂轮旋转体质心到旋转轴线的距离矢量,m
ω――砂轮旋转的角速度,rad/s
当砂轮旋转的离心惯性力系是一个平衡的力系时,此时砂轮的惯性中心与旋转轴线一致,即rc =0,所以根据上式合力F为0,即不存在不平衡量,这是一种理想状态。事实上,由于前面提及的原因,实际砂轮总是或多或少地存在着不平衡,其惯性中心都或多或少地偏离其旋转轴线,从而使得rc不等于0。根据上式,合力F不为0,此时令U=Mrc,并将它称作砂轮的不平衡量。用它来表征不平衡量的大小,对于砂轮自动平衡机构多采用砂轮轴前轴承处拾取振动的位移峰值(μm)来衡量平衡精度水平的高低,自动平衡的精度一般可以达到<1μm,如果设备整体状态良好则动平衡最佳精度可以达到<0.1μm。
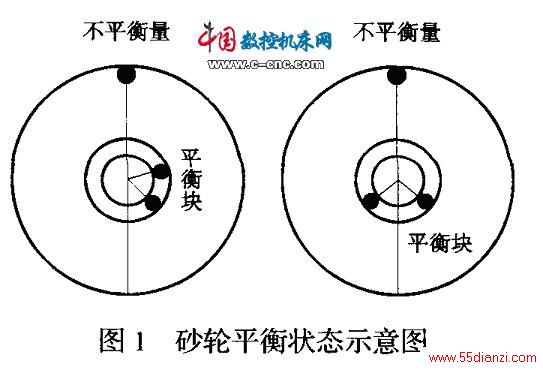
如图1所示,左图为不平衡状态,砂轮上部小黑点表示其存在的不平衡量,中部两小黑点为两平衡块,校正砂轮不平衡的方法为在其相反方向加上与其对应的校正量,也就是调整两平衡块的位置,使其合力能够抵消不平衡量所引起的离心力(右图),这样就可以达到平衡砂轮减小振动的目的,使砂轮回到平衡状态。
2.平衡系统结构砂轮自动平衡机构的基本构成如图2所示,测振传感器用于拾取振动信号并将振动信号传入测控单元,光电开关用以获取转速信息,同时也是同步信号,它提供相位基准,将该信号锁相倍频后,控制信号的采集可实现整周期同步采样,可以大幅降低信号的相位误差。测量控制单元完成信号采集、分析处理、结果显示、输出控制等系统的主要功能,同时可以将采集的原始信号通过RS-232上传至上位机进行进一步的处理。

上一篇:工控机和PLC在低压铸造中的应用






