介绍了低压铸造自动化系统的系统结构和原理。工控机和plc在低压铸造中组成一个有机系统,由工控机完成液面压力控制和铸型温度(冷却)控压铸造的要求,PLC实现对其控制系统的控制。
1 引言
铸造是人类掌握最早的一种金属热加工成形工艺,已有约6000年的历史,是现代机械制造工业的基础工艺。铸造过程是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件(零件或毛坯)的工艺过程。铸造生产的毛坯成本低廉,对于形状复杂、特别是具有复杂内腔的零件,更能显示出它的经济性;同时它的适应性较广,且具有较好的综合机械性能。
低压铸造是使液体金属在压力作用下充填型腔,以形成铸件的一种方法。由于所用的压力较低,所以叫做低压铸造。其工艺过程是:在密封的坩埚(或电炉)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管上升,通过浇口平稳地进入型腔(金属型),并保持坩埚(或电炉)内液面上的气体压力,经过一段时间的保压,直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流坩埚(电炉),再由气缸开型并推出铸件。低压铸造独特的优点表现在以下几个方面:液体金属充型比较平稳;铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;铸件组织致密,机械性能高。低压铸造是一种低压强与低速度的充型铸造方法,利用压缩空气作为充型动力,液体金属充型要求平稳;保压性好,铸件成形性好,轮廓清晰、铸件表面光洁;要求模具冷却性好,铸件组织致密,机械性能高。
2 低压铸造自动化系统
2.1 系统结构
工控机和plc在低压铸造中的系统构成为了满足低压铸造的要求,把工控机和plc组成一个有机系统,如图1所示。本系统采用分级控制方式。由工控机完成液面压力控制和铸型温度(冷却)控压铸造的要求。
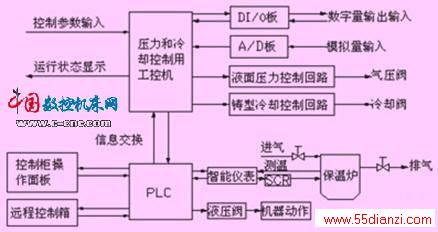
图1 低压铸造自动化系统
2.2 系统原理
低压铸造机压力/温度控制系统的计算机控制系统原理如图2所示。
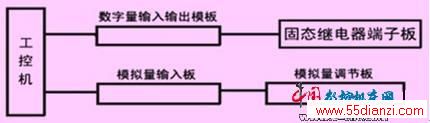
图2 系统原理
上一篇:机床传动误差的测量方法研究综述






