焊膏,又叫做焊锡膏,它是表面贴装技术中的重要耗材,是由焊料粉末与糊状助焊剂组成的一种膏状焊料。焊膏通常定义为液化温度在400℃以下的可熔合金。
焊膏的特性是:可将电子元器件初粘在既定位置,当被加热到一定温度时(通常183℃),随着溶剂、部分添加剂的挥发以及合金粉的熔化,使被焊元器件与焊盘连接起来,冷却成永久连接的焊点。
(2)焊膏中的合金焊料粉是焊膏的主要成分,约占焊膏重量的85%~90%。合金焊料粉有锡一铅(Sn-Pb)、锡一铅一银(Sn-Pb-Ag)、锡一铅一铋(Sn-Pb-Bi)等不同种类。焊剂是合金焊料粉的载体,主要作用是:清除被焊件以及合金焊料粉的表面氧化物,使焊料迅速扩散并附着在被焊金属表面上。
根据焊膏的合金成分及其配比分为:高温焊料、低温焊料、有铅焊料、无铅焊料等。
(3)焊膏印制是表面安装工艺流程的关键工序之一。因此,使用焊膏需要注意以下几点:
①焊膏的粘度——如果焊膏粘度低,不易控制焊膏的沉积形状,印制后会塌陷、易产生桥接与虚焊缺陷。如果粘度过大,容易造成焊膏不易印制到模板开孔的底部以及有粘刮刀现象。
粘度低可以通过改变印制温度与刮刀速度来调节。一般认为对窄间距印制焊膏最佳粘度范围是800Pa.s~1300Pa-s,而普通间距常用的粘度范围是500Pa.s~900Pa-s。粘度大一般是配方问题。
②焊膏颗粒形状——一般焊膏颗粒为圆球形,直径约为模板开口尺寸的1/5,直径均匀一致(最大与最小尺寸的颗粒数不应超过10%),这样对印制均匀性、分辨率均有利。
③焊膏的粘结性—与焊膏颗粒、直径大小、助焊剂系统成分、添加剂配比量有关。良好的粘结性,可使元器件贴装时减少飞片或掉片现象。
④焊接性——焊膏的焊球必须符合无氧化物等级。
⑤保存——焊膏应以密封形式保存在恒温、恒湿的冰箱内。禁忌长时间暴露在空气中。
⑥有效期——焊膏的密封保存一般在0~10℃时,有效期为半年,启封使用后,放置时间一般不应超过24 h。停止印制不再使用时,应在1 h内将剩余焊膏单独用干净瓶装、密封、冷藏,并且之后只能连续用一次,如果再次剩余时则不能够再使用。
⑦焊膏使用原则——焊膏的使用应遵循“先进先用”、“开瓶用完”与“少量多次”的原则。
③搅拌——焊膏开封后,为使焊膏中的各成分均匀,降低焊膏的粘度,因此至少用搅拌机或手工搅拌5 min,其中用搅拌机搅拌时,搅拌频率大约1~2 r/s为宜。
⑨温度——焊膏印制时间的最佳温度为25℃±3℃(温度过高,焊膏易吸收水汽,再流焊易产生锡珠缺陷),温度以相对湿度60%为宜。
技能与技巧:无铅焊料与有铅焊料、低温焊膏与高温焊膏的区别。
无铅焊料与有铅焊料主要区别如下:
a.成分区别:通用6337有铅焊丝组成比例为:63%的Sn,37%的Pb,无铅焊丝的主要组成比较复杂。
b。熔点:一般来说,通用6337有铅焊丝熔点为183℃,无铅焊丝熔点为220℃。
c.焊接温度:一般来说,通用6337有铅焊丝焊接温度为350℃,无铅焊丝焊接温度为390℃。
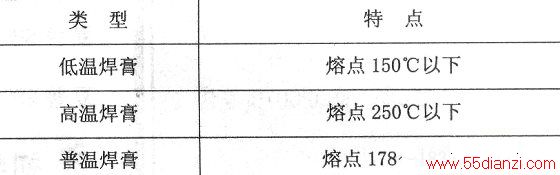
选择无铅焊料的原则是:结合强度高、熔点尽量低、化学稳定性尽量强。低温焊膏与高温焊膏的区别是按锡粉合金熔点的不同区分的,具体见下表所示。
本文关键字:暂无联系方式电工电器基础,电子学习 - 基础知识 - 电工电器基础
上一篇:贴片元件焊膏的选择






