
在MCS-51单片机已经被广泛使用的时候,还没有I2C协议标准。但今天,I2C已经作为IC之间的标准数据交换协议被广泛采用。没有I2C接口的MCS-51单片机也常会涉及和标准I2C器件交换数据,所以MCS-51模拟I2C接口的文章也常见诸报端。
最近,笔者为了设计一个基于I2C时钟的电子打铃器的方案,先进行了一次MCS-51模拟I2C接口操作的实战编程。原以为凭着手头的各种资料,可以轻松完成,没想到颇费了一番周折,所以特将自己获得的经验作个小结。
1.FG器件的硬件结构I2C总线由SDA和SCL两条信号线组成,其中SDA为数据线,SCL为时钟信号线。I2C总线上可以挂接SRAM、E2PROM、ADC/DAC、RTC、I/O口、DTMF、时钟芯片、温度芯片等有标准I2C接口的芯片,形成一个完备的数字化处理系统。上电时,SDA和SCL都由各自线上接的上拉电阻拉到高电平状态。
从图1可以看出,每一个I2C器件都有SDA出、SDA入、SCL出、SCL入四个信号端口。当某一挂接在同一I2C总线的器件SCL输出为低时,SCL总线就会被其拉为低。SDA总线情况也一样。
然而,SDA人和SCL人信号端口在器件内部又是可控制的。
当主机启动I2C总线,并向I2C总线发送器件地址时,各个器件都会接收SDA入和SCL入信号,但只有本器件地址与接收到的器件地址信息一致的那个I2C器件才会继续接收后续的信息,其他器件则会关闭输入端口直至下一次主机启动I2C总线。
2.I2C传输协议标准I2C总线是一条异步串行通讯总线,主机可以随时启动I2C总线,并发送器件地址与相应的从器件建立通讯联系。每一时刻,只能有主机和一个从器件占用I2C总线I2C传输协议允许总线上接入同一I2C总线,在多主机的I2C总线系统中,通过多主竞争的协调管理确定在某一时刻唯一的主机,其他主机则被置于从器件位置等待主机发落。本文仅涉及MCS-5l单片机与I2C从器件的数据交换,所以只模拟单个主机操作I2C从器件的过程。
(1)IIC器件的器件地址和内部地址每一接入I2C总线的从器件都要有唯一的器件地址,器件地址是主机在启动I2C总线后发送的第1个八位二进制数据。这个八位二进制数由三部分组成:四位固有的地址编码(D7-D4),三位引脚地址编码(D3-D1)和一位读/写选择位(1/0,Do)。
四位固有的地址编码是I2C器件出厂前已固化在芯片内的固定编码,是不能改变的。比如E2PROM芯片24CXX(包括各公司生产的兼容芯片)的器件地址为1010,LED驱动器SAAl064的器件地址为0111,时钟芯片PCF8563的器件地址为1010.三位引脚地址编码可以根据器件芯片引脚A2、A1、AO接电源或接地(I/0),形成编码来确定同一总线上从器件芯片个体。24CXX芯片上都有A2、A1、A0引脚,但由于部分芯片内部占用了地址编码资源,所以部分芯片的A2、A1、A0引脚并不全有用,而是空脚。因此,一条总线上可挂接的芯片数量也不一样,24C02可以挂接8片,每一片24C02的引脚A2、A1、A0分别置位为000-111,则主机发送不同的器件地址就能分别访问到不同的24C02芯片。24C16则可看成8片24C02为一体,主机发送不同的器件地址则是访问24C16内部的不同区块。
24C32以上的芯片由于其内部地址编码分两字节,突破了地址编码资源11位(3位器件地址+8位内部地址)的限制,因此总线容量也获得了扩充。
器件芯片内部都有一定量的数据存储单元,这就要由内部地址编码(也称子地址)来确定了。一般的I2C器件的内部地址编码为1个八位二进制数据(A7~AO),可编址256字节。如果不够就需要两字节来表示:高字节(A15~A8)和低字节(A7-AO)。还不够的话,还可以扩充。可以看出I2C协议是有很强的生命力的。
(2)内置地址计数器为了方便对I2C器件内部数据存储单元的读写操作,24Cxx芯片内部还内置了一个地址计数器。在读写一个字节完成后,地址计数器自动加1.这样在第一字节读写完成后,第二次进行读写时,地址计数器已经指向下一个存储单元。在读取数据时,先发送起始单元地址,然后可以连续读取任意个字节,直到地址计数器达到最大值翻转到0,进行下一轮计数。例如24C16(内部地址编码范围000H~7FFH)先发送起始单元地址005H,然后连续读取7FFH个字节,则前7FAH个字节为005H~7FFH单元内容,最后5个字节则是000H~004H单元内容。
但是,进行写入数据操作时,则地址计数器仅限于低三(或四、五、六)位。以24C01为例,当它计数到1000B时,实际上并没有发生进位,而是又回到000B开始下一轮计数。所以,如果是单字节写,可靠的方式是发送写入数据前,都先发送欲写入单元的地址编码。如果是写入连续的单元(也称页写),则先发送起始单元地址,然后发送要写入的n个字节。24COI/02/04/08/16/32/64/128/256每次可连续写入字节数分别为8/16/16/16/16/32/32/64/64个。但这是起始单元地址为0时的连续个数,如果起始单元地址不是0,则实际这些字节的存储位置是不连续的。例如24C16(内部地址编码范围000H~7FFH)先发送起始单元地址005H,然后连续写入16个字节,则前11个字节写入了005H~OOFH单元,最后5个字节被写入了000H~004H单元。如果连续写入17个字节,则005H单元所存的第1个字节内容又被最后的第17个字节覆盖,造成第1个字节内容丢失。
这是页写方式让人较难理解的地方。
(3)读写IzC器件的一般过程每一次读写I2C器件前,主机都要先启动。I2C总线,如图2所示。在时钟线SCL为高电平时,数据线SDA由高电平向低电平变化即启动了I2C总线,一般称此过程为起始信号S.接着,主机将向I2C总线发送第1个八位二进制数据--器件地址(包括最后一位“读写选择位”)。如果被访I2C器件确认自己被选中,将在主机发出第9个SCL时钟信号时将SDA拉向低电平,形成一个应答信号ACK.此时,主机将SDA置高电平,等待被访I:C器件送回的应答信号。收到应答信号后,主机开始执行相应的读写操作。

一次读写完成后,主机发出终止信号P,所有I2C器件都将恢复SDA和SCL为高电平的初始状态,如图3所示。在时钟线SCIJ为高电平时,数据线SDA由低到高的电平变化即停止了I2C总线数据传送。
根据器件地址最后一位“读写选择位”的不同,可以分为读和写两种情况。但如前所述,读和写在操作上还是有所不同的。下面分字节读、顺序读、字节写、页写四种情况分别叙述。
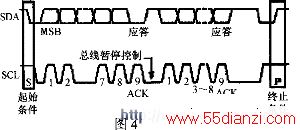
主机每发送完一个字节,都有一个将SDA置高电平,等待被访I2C器件送回的应答信号过程,以下过程中将此省略,实际过程中是不可省略的,特作说明。同样,主机接收完IzC器件发来的1字节数据后,也会向I2C器件发出一个信号,即到第9个SCL时钟时将SDA拉为低电平(相当于第九位为0),如图4.
字节读先发送要读取单元的子地址:发出起始信号S→发送器件地址(末位为0,写操作)→发送子地址→发出终止信号P;再发送读取命令:发出起始信号S→发送器件地址(末位为1,读操作)→接收I2C器件送出的1个字节数据→发出终止信号P.
如果读取前未发送子地址,则读取的将是上一次读写完成后指向的下一字节内容。这一点同样适用于顺序读过程。需要注意的是,发送子地址前发送的器件地址末位应为0,属于写操作,这是比较容易出错的。
顺序读先发送要读取单元的子地址:发出起始信号S→发送器件地址(末位为0,写操作)→发送子地址→发出终止信号P;再发送读取命令:发出起始信号S→发送器件地址(末位为1,读操作)一接收I2C器件送出的1个字节数据一发出应答信号ACK→重复接收和应答信号直至读取完所要读取的字节→发出终止信号P.

读取完所要读取的字节后,可以在读取最后一个字节的第9个SCL时钟时将SDA置高电平(相当于第九位为1,称为反态应答位),等于明确告知I2C器件本次读取已经结束。
字节写先发送子地址再发送要写入的数据:发出起始信号S→发送器件地址(末位为O,写操作)→发送子地址→发送要写入的数据→发出终止信号P.
页写先发送起始子地址再连续发送要写入的数据:发出起始信号S→发送器件地址(末位为0,写操作)→发送起始子地址→发送要写入第一个的数据→重复发送直至发送完所要连续写入的字节(不同器件可连续写入字节数有不同的限制)→发出终止信号P.
要写入的字节超过器件可连续写入字节数时,应通过循环调用页写过程,逐批将要连续写入的字节写完。
3.MCS-51模拟I2C接口理解了I2C传输协议标准,我们就可以使用MCS一51单片机的两根口线与I2C器件的SDA和SCL引脚连接,用软件模拟I2C传输协议对I2C器件进行读写操作了。需要注意的是,I2C器件在MCS-51系统中只能算比较快的设备,标准的传送速率为最高不大于100kbpS,SCL低电平时段应保持4.7μS以上,高电平时段应保持4.0μS以上。因此,程序中应加入延时子程序,以满足I2C器件的反应速度。
[1] [2] 下一页
本文关键字:单片机 自动控制-单片机,电子制作 - 自动控制-单片机






